 2015-06-26
2015-06-26 464
464Изготовление книжных блоков
Под изготовлением книжных блоков подразумеваются две операции — комплектовка блоков и их скрепление, но это ключевые, важнейшие в технологии брошюровочно-переплетных процессов операции, так как качество их выполнения в наивысшей степени определяет главные потребительские свойства изданий книжного типа: удобство пользования и требуемую долговечность.
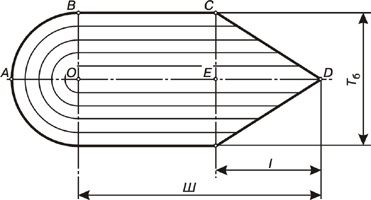
Комплектовка блоков вкладкой (тетрадь в тетрадь) применяется при изготовлении малообъемных книжных изданий — «тонких» журналов различного читательского назначения, книг для детей дошкольного и младшего школьного возраста, технологических инструкций на отдельные операции, различных документов (членских билетов, зачетных книжек и т.п.) и беловых товаров. Объем таких изданий и изделий обычно не превышает 128 страниц, а толщина блока — 6,5 мм. Толщину книжного блока при комплектовке вкладкой ограничивают потому, что ширина наружных долей бумажного листа после обрезки блока или издания при сгибании внутренних долей по радиусу R (рис. 5.1) уменьшается на величину l, пропорциональную толщине блока:

| (5.1) |
где Ш — ширина блока до обрезки, мм; Тб — толщина блока, мм.
|
| Рис. 5.1. Схема смещения наружных тетрадей при комплектовке блоков вкладкой: Ш — ширина внутренней тетради; Тб — толщина блока; l — величина сдвига передней кромки наружной тетради |
В готовой продукции это приводит к значительному уменьшению корешковых полей на внутренних листах, так как даже при условии плотного прилегания в тетрадях и точной фальцовке при толщине блока 5-6,5 мм передние кромки долей листа и полос набора у наружных листов тетрадей смещаются на 4-5 мм, что, безусловно, снижает уровень качества книжных изданий, но вполне допустимо в производстве беловых товаров — еженедельников, общих тетрадей и др.








