 2015-06-24
2015-06-24 539
539Перед началом выполнения работ по автоматизации была исследована вакуумная пресс-камера как объект автоматизации. Изучены и проанализированы ее физические свойства, а именно, снят и построен градиент нагрева печи по глубине.
Для этого были внесены изменения в конструкцию пресс-камеры: заменен верхний пуансон на полый, в котором размещалась термопара типа ХА (хромель-алюмель). К ней был подключен показывающий прибор, преобразующий вырабатываемое напряжение термопарой в температуру.
Печь выполнена из кварцевой колбы, на которую намотана нихромовая проволока длиной  и диаметром поперечного сечения
и диаметром поперечного сечения  . Максимально допустимый ток, протекающий по проволоки с такими характеристиками, составляет
. Максимально допустимый ток, протекающий по проволоки с такими характеристиками, составляет  . Общее сопротивление печи с таким нагревателем:
. Общее сопротивление печи с таким нагревателем:

Печь включается в промышленную трехфазную сеть по однофазному подключению – между одной из фаз и нулевым проводом ( ). Максимально возможный ток протекания составляет:
). Максимально возможный ток протекания составляет:
который не превышает допустимый.
Нагрев производился до максимальных температур превышающих технологический процесс для точного выявления градиента. Положение термопары изменялось по всей глубине пресс-камеры с шагом  .
.
|


|


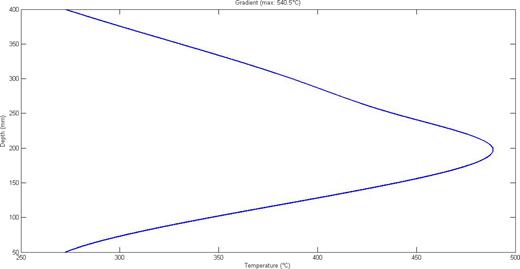
Рис. 7. Градиент нагрева двухкамерной печи по глубине
Было отмечено, что максимальный нагрев происходит в зоне фильерного узла. Это обусловлено специальной неравномерной намоткой печи и тем, что при экструдировании материала происходит его замораживание, которое может привести к кристаллизации материала и к блокированию процесса формования. Для предотвращения этого, зона, в которой находится фильера, подогревается до больших температур, чем сам материал.
Путем экспериментальной идентификации, суть которой сводилась к получению динамических характеристик установки, было получено математическое описание двухкамерной печи. Для этого получена и построена характеристика нагрева вакуумной пресс-камеры.
Использовано оборудование, задействованное на прошлом этапе. Термопару, ранее размещенную в полом пуансоне, переместили в штатное место в матрице, и установили стандартный верхний пуансон.
Регистрация температуры во времени производилась каждые  , что достаточно точно описывает процесс нагрева, так как он длительный по времени (более
, что достаточно точно описывает процесс нагрева, так как он длительный по времени (более  ).
).
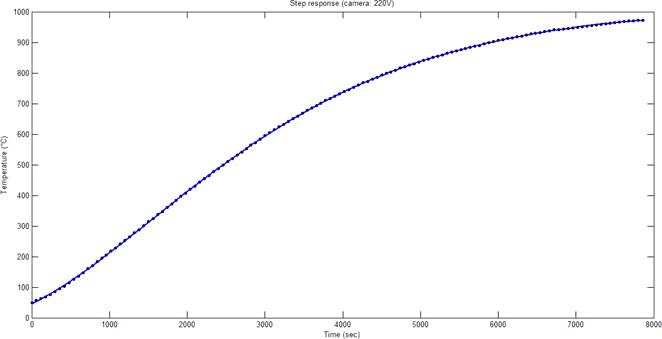
Рис. 8. Характеристика нагрева матрицы от начальных температур до максимальных
В результате отмечено, что процесс нагрева на всем протяжении характеризуется нелинейностью, которая слабо выражена на участке 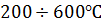 , в пределах которого находятся значения рабочих температур
, в пределах которого находятся значения рабочих температур 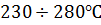 .
.
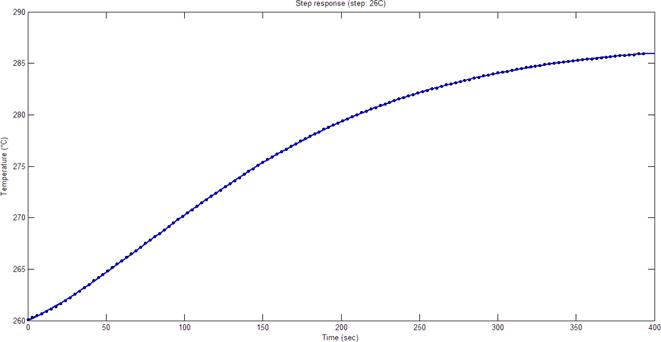
Рис. 9. Переходная характеристика нагрева матрицы после математической обработки
Идентификация произведена после выхода объекта на рабочую температуру  . Для чего получена переходная характеристика при единичном воздействии, которое составляет
. Для чего получена переходная характеристика при единичном воздействии, которое составляет  (
( ). Регистрация температуры во времени производилась каждые
). Регистрация температуры во времени производилась каждые  . По полученному массиву данных, используя методы интерполяции и сглаживания, был восстановлен новый массив, достаточно точно описывающий процесс нагрева матрицы.
. По полученному массиву данных, используя методы интерполяции и сглаживания, был восстановлен новый массив, достаточно точно описывающий процесс нагрева матрицы.
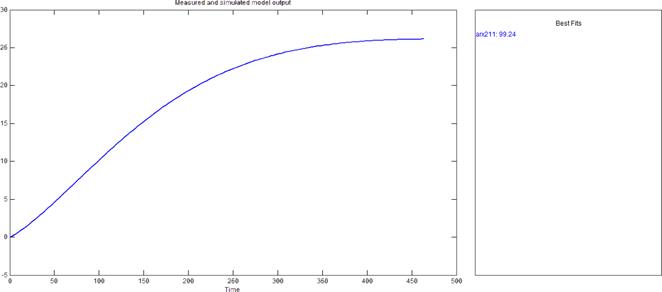
Рис. 10. Идентификационная переходная функция пресс-камеры
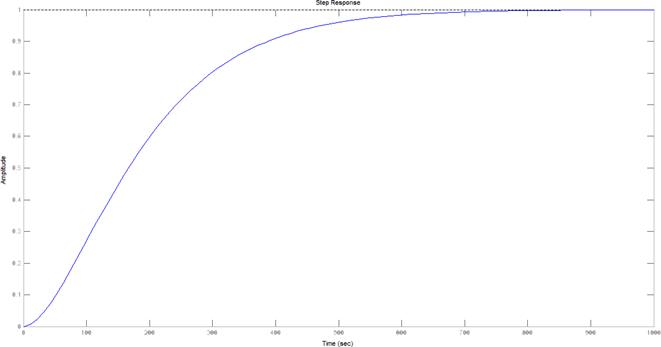
Рис. 11. Переходная функция при единичном ступенчатом воздействии
Используя пакет Identification Tool среды MatLab, произведена параметрическая идентификация объекта, в результате которой была получена дискретная передаточная функция объекта:
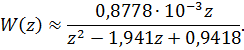
После выполнения математических преобразований передаточная функция приняла вид:
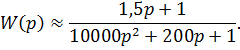
Стоит отметить, что полученная функция объекта содержит в себе:
· передаточную функцию пресс-камеры в сборе;
· передаточную функцию термопары;
· функцию преобразования измеряемой температуры в напряжение с термопары согласно ее характеристикам;
· функцию преобразования напряжения в температуру для используемой термопары.
Выводы
В работе проведен анализ технологического процесса и выделены его основные стадии.
Проведены экспериментальные исследования динамических характеристик объекта автоматизации. Получена математическая модель объекта и его передаточная функция.
В ходе изучения процесса получения фторидных стекол методом принудительного холодного формования при высоких давлениях установлена необходимость в проведении работ по автоматизации и создании системы автоматического регулирования и поддержания температуры.








