 2015-07-04
2015-07-04 1093
1093Электрооборудование токарных станков
Токарные станки для обработки поверхностей вращающихся заготовок (изделий) резцами и другими применимыми инструментами. Основные узлы станка:
• станина, для размещения и крепления оборудования,
• передняя и задняя бабки,
• суппорт,
• шкаф с электрооборудованием.
Станина является несущей конструкцией станка. По ее направляющим перемещается нижняя каретка суппорта и задняя бабка.
Передняя бабка (шпиндельная) совмещена с коробкой скоростей.
Шпиндель имеет полый вал, через который можно пропускать прутковый материал при его обработке.
На шпиндель навертывается патрон или планшайба для закрепления обрабатываемого изделия, а при обработке изделия в центрах — передний центр.
Задняя бабка используется в качестве второй опоры при обработке в центрах длинных деталей.
Она имеет выдвижную пиноль для закрепления заднего центра или инструмента для обработки отверстий (сверла, метчики и др.)
Суппорт используется для закрепления резца и обеспечения продольной и поперечной подач.
Фартук суппорта соединен с нижней кареткой и перемещается вдоль станины. На фартуке размещен механизм, передающий движение от ходового винта или ходового вала коробки подач.
Ходовой винт используется при нарезании резьбы, а ходовой вал - при всех других операциях.
В серийном производстве для обработки деталей сложной формы применяются токарно-револьверные станки.
Процесс обработки включает несколько последовательных операций различными инструментами.
Инструмент закрепляется в револьверной головке, установленной на суппорте.
Суппорт с головкой может быстро перемещаться по направляющим станины в продольном направлении.
Револьверная головка, обычно, шестигранная. Режущий инструмент (резцы, сверла, метчики и др.) крепится в радиальных отверстиях (гнездах) головки, что обеспечивает их быструю смену.
Применение таких станков повышает производительность, по сравнению с токарно-винторезными, до трех раз.
Для обработки наружных и внутренних цилиндрических поверхностей крупных изделий большого диаметра (до 13 м и более) применяются карусельные станки.
Изделие закрепляется на планшайбе. Станки имеют два верхних суппорта, расположенных на поперечной траверсе и один боковой суппорт. Суппорты перемещаются вертикально по двум стойкам.
Управление от кнопочного подвесного поста.
Токарно-винторезные станки предназначены для выполнения разнообразных работ. На них можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические и конические отверстия; обрабатывать торцовые поверхности; нарезать наружную и внутреннюю резьбы; сверлить, зенкеровать и развертывать отверстия; производить отрезку, подрезку и тому подобные операции.
Основными параметрами токарно-винторезных станков являются наибольший диаметр обрабатываемой заготовки над станиной и наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали.
В токарно-винторезных станках вращение заготовки является главным движением, а движение суппорта с резцом — движением подачи. Все остальные движения являются вспомогательными.
Токарно-винторезные станки имеют практически однотипную компоновку, примером которой может служить станок 1К62
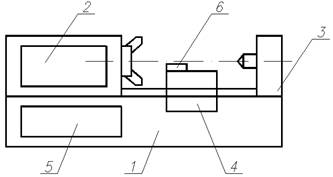 Токарно-винторезный станок модели 1К62, например, предназначен для обработки деталей с диаметром над станиной до 400 мм и длиной до 710, 1400 и 3000 мм.
Токарно-винторезный станок модели 1К62, например, предназначен для обработки деталей с диаметром над станиной до 400 мм и длиной до 710, 1400 и 3000 мм.
1 – станина; 2 – передняя бабка с коробкой скоростей; 3 – задняя бабка; 4 – фартук; 5 – коробка подач; 6 – суппорт. У него N = 10 кВт; z = 23; n = 12,5-2000 об/мин
Основными его узлами являются станина, передняя (шпиндельная) бабка, в которой может быть размещена коробка скоростей, коробка подач, суппорт с резцедержателем и фартуком, задняя бабка.
Станина служит для монтажа всех основных узлов станка и является его основанием. Наиболее ответственной частью станины являются направляющие. Направляющие бывают различной формы: плоские, призматические и комбинированные. По ним перемещаются каретка суппорта и задняя бабка.
Передняя бабка крепится на левом конце станины. В ней находится коробка скоростей станка, основной частью которой является шпиндель, вращающийся в подшипниках качения или скольжения. Шпиндель обычно имеет сквозное отверстие, в которое может проходить обрабатываемый прутковый материал. На переднем конце шпинделя имеются посадочные поверхности для установки патрона или планшайбы, а внутри — коническое отверстие, куда может вставляться хвостовик центра.
В корпусе передней бабки размещен также механизм коробки скоростей.
Задняя бабка служит для поддержания обрабатываемой детали при работе в центрах, а также закрепления инструментов, предназначенных для обработки отверстий (сверл, зенкеров, разверток) и нарезания резьбы (метчиков, плашек). Задняя бабка имеет возможность перемещаться по направляющим станины.
Фартук предназначен для преобразования вращательного движения ходового вала и ходового винта в прямолинейное поступательное движение суппорта.
Суппорт служит для закрепления режущего инструмента и сообщения ему движений подачи.
Быстрое перемещение может суппорта осуществляется от отдельного электродвигателя, который расположен в правой части станины и сообщает ускоренное движение ходовому валу. Этот электродвигатель включается кнопкой, расположенной на рукоятке.
Токарно-револьверные станки применяются в серийном производстве для обработки деталей сложной конфигурации из прутков или из штучных заготовок. В зависимости от этого токарно-револьверные станки делятся на прутковые и патронные. На токарно-револьверных станках можно выполнять почти все основные токарные операции. Применение этих станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется последовательное применение различных режущих инструментов-резцов, сверл, разверток, метчиков и т. д. Инструменты в необходимой последовательности крепятся в соответствующих позициях револьверной головки и резцедержателях поперечных суппортов. Все режущие инструменты устанавливаются заранее, при наладке станка, и в процессе обработки они поочередно или параллельно вводятся в работу.
При наличии специальных державок можно в одном гнезде револьверной головки закрепить несколько режущих инструментов. Величина хода каждого инструмента ограничивается упорами, которые выключают продольную и поперечную подачи. После каждого рабочего хода револьверная головка поворачивается, и рабочую позицию занимает новый режущий инструмент.
По конструкции револьверной головки станки делятся на станки с вертикальной и горизонтальной осями вращения револьверной головки.
К преимуществам токарно-револьверных станков по сравнению с токарными относятся: возможность сокращения машинного времени в результате применения многорезцовых державок и одновременной обработки детали инструментами револьверной головки и поперечного суппорта и сравнительно малые затраты вспомогательного времени путем предварительной настройки станка на обработку несколькими инструментами.
Карусельные станки применяют для обработки тяжелых деталей большого диаметра, но сравнительно небольшой длины. На них можно обтачивать и растачивать цилиндрические и конические поверхности, подрезать торцы, прорезать кольцевые канавки, сверлить, зенкеровать, развертывать и др.
Основными размерами карусельных станков считаются наибольший диаметр и высота обрабатываемой на станке заготовки. При этом каждая последующая по размеру модель станка позволяет обрабатывать заготовку, в 1,26 раза большую по диаметру, чем предыдущая, т. е. у карусельных станков принят знаменатель размерного ряда φ= 1,26.
По компоновке карусельные станки подразделяются на одностоечные и двухстоечные. Двухстоечные предназначены для обработки деталей диаметром свыше 2000 мм. Карусельные станки, на которых обрабатывают детали диаметром свыше 6300 мм, выпускаются единицами, и их принято называть уникальными станками.
Обрабатываемая заготовка закрепляется на планшайбе, которая осуществляет вращательное (главное) движение. На траверсе расположен револьверный суппорт с головкой. На стойке расположен боковой суппорт. Револьверная головка и боковой суппорт имеют горизонтальные и вертикальные подачи. Кроме того, траверса получает быстрое установочное вертикальное перемещение. Режущий инструмент закрепляется в резцедержателе бокового суппорта и в отверстиях револьверной головки.

