 2015-07-14
2015-07-14 2089
2089Сварка в углекислом газе, аргоне и их смесях с кислородом ведется на постоянном токе с использованием проволоки диаметром от 0,5 до2,4 мм (в аргоне — до 5 мм) на токе от 50 до 600 А при напряжении от 15 до 40 В. Благодаря высокой плотности тока (I >100А/мм) вольтамперная характеристика дуги возрастающая — ρ и от +0,01 до +0,1 В/А. Зажигание дуги коротким замыканием происходит при непрерывной подаче проволоки без отдергивания и поэтому затруднено (рисунок 3.2). С начала короткого замыкания (позиция 1) вылет проволоки увеличивается, а сама она деформируется (2). Наиболее интенсивно проволока нагревается вблизи токоподвода, здесь она и перегорает (3).Но при большой длине перегоревшего участка дуга, как правило, обрывается (4).Далее процесс повторяется (5), но новое перегорание происходит на ранее уже подогретом вылете, поэтому дуга зажигается при более короткой длине (6). Обычно дуга надежно зажигается после 2-3 перегораний проволоки, но в неблагоприятных случаях этот процесс затягивается до 1с и более. Установление процесса сварки облегчается при малой скорости подачи проволоки, при «горячем пуске», при использовании осциллятора.
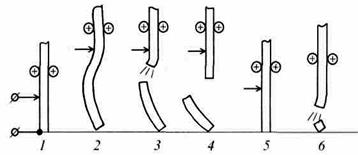
Рисунок 3.2 – Зажигание дуги при сварке в защитном газе
Устойчивое горение дуги достигается благодаря использованию саморегулирования, поскольку при сварке в защитных газах в подавляющем большинстве случаев применяются аппараты с постоянной скоростью подачи проволоки. Для сварки в углекислом газе характерно значительное разбрызгивание электродного металла. Выделяют следующие разновидности процесса, оказывающие влияние на выбор источника: сварка в углекислом газе короткой дугой с частыми технологическими короткими замыканиями, сварка в углекислом газе и аргоне длинной дугой с крупнокапельным переносом, сварка в аргоне со струйным переносом, импульсно-дуговая сварка в аргоне.
При сварке в углекислом газе используют в основном источники с пологопадающей характеристикой (рисунок 3.3, а). Допустимо также применение источников с жесткой и даже пологовозрастающей характеристикой. Так, при сварке стали проволокой диаметром от 0,5 до 1,4 мм рекомендуются источники с ρ и от +0,04 до -0,08 В/А. При таких характеристиках сила тока короткого замыкания I к при зажигании дуги ограничена благодаря сопротивлению вылета электродной проволоки, но все же довольно велика — I К=(2-5) I д. Это способствует надежному зажиганию дуги, и поскольку стадия короткого замыкания непродолжительна из-за быстрого перегорания проволоки, источник выдерживает такой режим. При таких прямолинейных характеристиках напряжение холостого хода сравнительно невелико (U 0=25-50 В), благодаря чему и возможна сварка короткой дугой, но по этой же причине затягивается установление процесса сварки (рисунок 3.2). Поэтому в современных источниках ценой некоторого усложнения конструкции добиваются увеличения напряжения холостого хода примерно до U 0=(1,5-2) U д,но не ниже 40 В (рисунок 3.3, б, кривая 2).
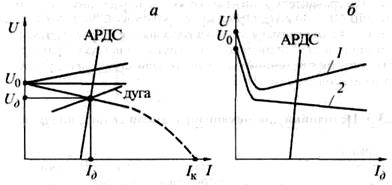
Рисунок 3.3 – Характеристики источника для механизированной сварки в защитном газе
Специфическое требование к источникам для сварки в углекислом газе связано с необходимостью ограничения пикового тока короткого замыкания и скорости его нарастания для снижения разбрызгивания электродного металла. При сварке короткой дугой проволоками диаметром от 0,5 до 1,4 мм рекомендуется ограничивать скорость нарастания тока короткого замыкания значением 70 — 180 кА/с введением дросселя в цепь источника. При сварке длинной дугой можно установить эту скорость от 70 до 110 кА/с. Еще больший эффект достигается в случае программирования тока при переносе с короткими замыканиями. Разбрызгивание уменьшается также при выборе оптимального соотношения между током и напряжением, например, по соотношению U д=18+0,04 I д. Источник с возрастающей внешней характеристикой (рисунок 3.3, б, кривая 1), автоматически обеспечивающий это соотношение, назван оптимизированным.
При аргонодуговой сварке плавящимся электродом дуга значительно устойчивей, крупнокапельный перенос при низких токах идет гораздо спокойней, а более благоприятный струйный перенос достигается простыми технологическими приемами (увеличением плотности тока, нанесением активирующих покрытий на проволоку). Поэтому при сварке тонкой проволокой аппаратом системы АРДС используют источники с полого- и даже крутопадающей характеристикой (ρ и от -0,04 до -0,2 В/А) со сравнительно низкой скоростью нарастания тока короткого замыкания 10- 30 кА/с. При сварке проволокой большого диаметра (более 3-4 мм) рекомендуется использовать аппарат системы АРНД в сочетании с источником, имеющим крутопадающую характеристику.

