 2015-07-14
2015-07-14 2759
2759Охарактеризуем условия сварки, оказывающие влияние на выбор источника. Ручная сварка производится покрытыми электродами диаметром от 2 до 6 мм на токах от 50 до 350 А при напряжении от 20 до 40 В. Зажигание дуги выполняется разрывом цепи короткого замыкания — «отдергиванием» или «чирканьем», сварку сопровождают значительные колебания длины дуги. Вольтамперная характеристика дуги при ручной сварке имеет падающий и жесткий участки (рисунок 3.1, а). На падающем участке дифференциальное сопротивление дуги достигает ρ д=-0,1 В/А, на основном (жестком) ρ д≈0.
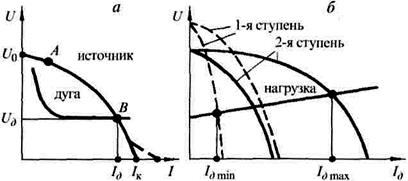
Рисунок 3.1 – Характеристики источника для ручной дуговой сварки
Внешняя характеристика при ручной сварке должна быть крутопадающей с дифференциальным сопротивлением ρ и от –1 до –0,1 В/А. При этом безусловно удовлетворяется требование принципиальной устойчивости системы «источник-дуга». Поскольку такая (выпуклая) крутопадающая характеристика имеет существенно меньший наклон в области малых токов (вблизи точки А), соответствующих разрывной длине дуги, она отвечает и требованию повышения устойчивости при значительных колебаниях длины дуги. Наконец, благодаря крутому наклону характеристики в области рабочих токов (точка В)достигается высокая стабильность тока при колебаниях длины дуги. Например, у источника с ρ и=-0,2 В/А при колебаниях напряжения дуги от 25 до 40 В сила тока поддерживается на уровне 315 ± 35 А.
Напряжение холостого хода источника U 0выбирают по соображениям обеспечения высокой надежности начального зажигания дуги. Для малоинерционных источников U 0должно не менее чем в 1,5 раза превышать сварочное напряжение U д. Для таких инерционных источников, как сварочные генераторы, у которых после короткого замыкания ЭДС восстанавливается сравнительно медленно, U 0 должно составлять не менее 2 – 2,5 U д. Обычно U 0 назначают не ниже 40 В, а по соображениям электрической безопасности ограничивают сверху 80 — 100 В.
Сила тока короткого замыкания I к при крутопадающей внешней характеристике устанавливается на уровне I к=(1,2-2) lд, что, как правило, достаточно для надежного зажигания. В большинстве случаев сварки ток короткого замыкания превышает сварочный не более чем в 1,5 раза, потому что при большем превышении возможен перегрев электрода и обсыпание обмазки. Но при сварке в потолочном и вертикальном положениях, где сварщик для предотвращения стекания ванны вынужден периодически уменьшать силу тока посредством удлинения дуги, рекомендуется использовать более пологие характеристики (ρ и ≈ -0,1 В/А) и, соответственно, более высокое отношение тока короткого замыкания к сварочному — до 2. Иногда для повышения надежности зажигания рекомендуется «горячий пуск», т.е. кратковременное (<1с) начальное увеличение напряжения холостого хода U 0или снижение сопротивления источника Z и, что уменьшает опасность примерзания электрода и улучшает условия развития дугового разряда после короткого замыкания.
Настройка силы тока выполняется с помощью регулятора в составе источника, а напряжение дуги при ручной сварке задается длиной дуги, которую поддерживает сварщик. Диапазон регулирования от I дmin до I дmax определяется на пересечении крайних характеристик источника с графиком условной рабочей характеристики U p = 20+0,04 I 0 (рисунок 3.1, б).В простейших источниках, предназначенных для монтажных и бытовых целей, регулирование ограничивается всего 3-4 ступенями с кратностью I d max/ Idmin не менее 2. Источник общепромышленного назначения, как правило, имеет кратность регулирования 3-8, получаемую при сочетании плавного и ступенчатого регулирования.
В последнее время появились источники с независимой от основного режима настройкой тока короткого замыкания (показано пунктиром на рисунок 3.1, а). При увеличении I к ускоряется процесс переноса крупных капель, но одновременно повышается разбрызгивание.

