 2015-07-14
2015-07-14 1567
1567Переходные процессы в системе «источник постоянного тока — линейное активное сопротивление» проще, чем в системе с дугой, это облегчает анализ динамических свойств источника. Рассмотрим осциллограмму тока при переходе такой системы, показанной на рисунок. 5.4, от режима холостого хода к короткому замыканию, а затем к режиму нагрузки (рисунок. 5.5). В интервалах I, III и V энергетическая система находится в установившемся состоянии, характеризующемся относительным постоянством тока (и напряжения). В переходных процессах II и IV происходит изменение параметров.
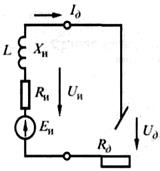
Рисунок. 5.4 – Обобщенная схема системы «источник—дуга»

Рисунок. 5.5 – Осциллограмма переходных процессов в системе «источник — линейное сопротивление»
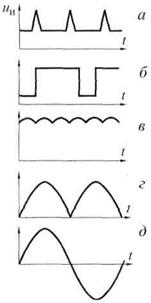
Рисунок. 5.6 – Осциллограммы напряжения типичных сварочных источников
Переходные процессы в реальной системе «источник — дуга» чрезвычайно динамичны. Интервалы установившегося состояния длятся не более нескольких секунд. Реальная осциллограмма сварочного тока выявляет непрерывную череду переходных процессов, редко завершающихся до конца, а зачастую накладывающихся друг на друга. Переходные процессы возникают как в результате целесообразных управляющих, так и вредных возмущающих воздействий. Управляющие воздействия со стороны сварщика вызывают переход от режима холостого хода к короткому замыканию и далее к режиму нагрузки, плавное снижение тока при удлинении дуги в конце сварки и т.д. Возмущающие воздействия могут быть внешними, такими, как колебания напряжения сети, или внутренними, возникающими, например, при капельном переносе электродного металла. Импульсные воздействия могут генерироваться источником для управления переносом электродного металла (рисунок. 5.6, а) и формированием шва (рисунок. 5.6, б). Но чаще пульсирующий характер питающего напряжения считается недостатком, такое напряжение имеют, например, трехфазные сварочные выпрямители (рисунок. 5.6, в) и особенно однофазные выпрямители без сглаживающего фильтра (рисунок. 5.6, г). В режиме непрерывного переходного процесса идет сварка дугой переменного тока (рисунок. 5.6, д). В этой связи возникает вопрос о правомерности понятия статической вольт-амперной характеристики применительно к источникам переменного и выпрямленного несглаженного тока. Однако доказано, что если статическая характеристика такого источника построена для действующих (или средних) значений тока и напряжения, то почти все выводы, полученные для источника постоянного тока, с известной точностью распространяются и на нее.
Общие принципы управления динамикой, укладывающиеся в три классификационных подразделения.
В простейших источниках необходимый уровень динамических свойств обеспечивался подбором таких параметров источника, как напряжение холостого хода U хх, внутреннее сопротивление Z H, а также индуктивность сварочной цепи L. Различные переходные процессы предъявляют к перечисленным параметрам различные, зачастую противоречивые требования, поэтому принятые при конструировании или настройке режима, но не меняющиеся при сварке параметры обычно удовлетворяют не всем требованиям. Этот принцип управления динамикой назван параметрическим.
Другой принцип (координатный) заключается в программном управлении, т.е. изменении тока и напряжения во времени в соответствии с жестким алгоритмом. Быстродействие таких систем связано с частотой срабатывания силовых элементов источника. Так, современные управляемые выпрямители работают с частотой включения тиристоров не более 300 Гц, поэтому продолжительность любого интервала программы не может быть меньше 1/300 ~ 0,003 с. Такое быстродействие удовлетворяет требованиям систем управления формой шва, но не всегда достаточно при управлении переносом электродного металла. Лучшим быстродействием обладают инверторные выпрямители, у которых на промежуточной стадии преобразования энергии частота достигает 1-100 кГц.
Развиваются также источники с обратными связями. В них с помощью датчиков тока и напряжения контролируется фактическое значение характеристик переходного процесса (пикового тока, длительности короткого замыкания и т.д.), а после сопоставления их с регламентированными значениями система управления воздействует на источник, приводя эти характеристики в норму. Этот принцип управления динамическими свойствами назван компенсационным.

