 2015-07-14
2015-07-14 1742
1742Механизмы этой группы нашли наиболее широкое применение в оснастке серийного производства (ПРИЛОЖЕНИЕ А).
Зажимные механизмы должны удовлетворять следующим требованиям:
· при зажиме не должно нарушаться первоначальное положение изделия;
· зажимы не должны вызывать деформации изделия и порчи его поверхностей;
· закрепление и раскрепление изделий должно производиться с минимальной затратой сил и времени рабочего;
· при закреплении недостаточно жестких изделий усилия зажима должны располагаться над опорами или возможно ближе к ним.
Винтовые механизмы используют для зажима изделий либо самим механизмом через неподвижную гайку, либо через прижимную планку.
Сила, развиваемая винтовым механизмом, зависит от величины приложенного момента, формы рабочего торца винта и вида резьбы. При этом должно быть соблюдено условие самоторможения винтового механизма: α≤6°40'.
У стандартных метрических резьб угол подъема резьбы α=2÷4°. Поэтому все механизмы с крепежной метрической резьбой самотормозящиеся, а их КПД меньше 0,5.
Допустимое усилие зажима по условию прочности для основной метрической резьбы:
Р = cd 2 [σр] = 0,5 d 2 [σр] (1)
где с=0,5— для метрических резьб с крупным шагом;
[σр]— допустимые напряжения растяжения материала винта, 10-1 МПа ( кгс/мм2) (таблица 2).
Таблица 2 – Допустимые напряжения растяжения σр материалов, применяемых для изготовления резьбовых изделий
| Марка стали | Термообработка | Предел текучести при растяжении, кгс/мм2 [10-1МПа] | [σр], 10-1 МПа (кгс/мм2) при нагрузке | |
| статической | переменной | |||
| 6-7 | 3-4 | |||
| Ст3 | — | 7-8 | 3-4 | |
| А12 | — | 8-9 | 4-5 | |
| — | 10-11 | 5-6 | ||
| Отжиг | 10-12 | 5-6- | ||
| Нормализация | 12-14 | 6-7 | ||
| Улучшение | 15-17 | 7-8 | ||
| Закалка | 19-21 | 8-9 | ||
| 40Х | Отжиг | 14-16 | 7-8 | |
| 40Х | Улучшение | 17-19 | 8,5-9,5 | |
| 40Х | Закалка | 28-30 | 11-12 | |
| 30ХН | — | 18-20 | 9-10 |
В ПРИЛОЖЕНИИ Б приведены допустимые усилия, создаваемые винтовыми зажимами с параметрами: αпр = 6°40'; f = 0,l; μ = 0,1; r ср = 0,45d; D = 0,8d; D н = 1,7d; D в = d; β 1= 120°; R = 0,8d, где d — номинальный диаметр резьбы; R — радиус сферы винта.
Струбцины. При выполнении сборочно-сварочных работ для крепления и фиксации собираемых элементов применяют винтовые и рычажные струбцины различных конструкций и размеров (рисунок 46).
Известный интерес представляет рычажно-шарнирная струбцина (рисунок 46, а). Это — быстродействующее приспособление, развивающее значительное усилие при зажиме деталей, чему способствует правильный подбор плеч системы рычагов самой струбцины. Кроме того, переход среднего шарнира через мертвую точку обеспечивает фиксацию струбцины в рабочем (зажатом) положении и исключает ее самораскрытие. Регулировочный винт позволяет зажимать детали различной толщины, а также регулировать усилие зажима. Изображенная на рисунке 10, к быстродействующая (переналаживаемая) струбцина служит для сборки и сварки труб диаметром от 8 до 60 мм. Необходимый между трубами угол α° обеспечивается радиусными планками и фиксируется в заданном положении клеммным зажимом.
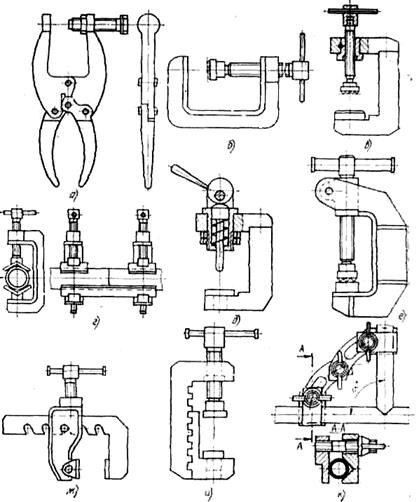
а – рычажная; б, в, г – винтовые; д – эксцентриковая; е – откидная;
ж, и, к – универсальные (быстродействующие)
Рисунок 46 – Типы струбцин
Для обеспечения надежного зажима собираемых деталей необходимо развивать большие усилия на силовом винте. Чтобы облегчить эту операцию, применяют рычаги. Практика показала, что часто приходится работать в местах, где невозможно использовать рычаг с длинным плечом, а следовательно, и нельзя гарантировать надежность закрепления стыкуемых деталей. Варианты исполнения механических зажимных устройств показаны на рисунках 47, 48.
  |
| а |
  |
| б |
 |
| в |
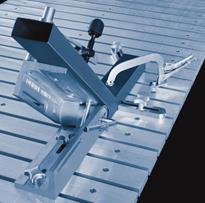
а – прижимной рычаг V-образным прижимом, б – прижим для плоских деталей, в – прижим для плоских деталей с регулируемой высотой зажима
Рисунок 47 – Варианты исполнения механических прижимов
 |  |
| а | б |
 | |
| в | |
 |  |
| г | д |
а – плоский упор, б – угловой (боковой) упор, в – V-образная опора с углом 120º с резьбовой частью, регулировочным винтом и скользящим блоком, г – регулируемый угловой упор, д – четырехсторонний упор
Рисунок 48 – Варианты исполнения упоров
Для сокращения времени, затрачиваемого на закрепление деталей, применяют пневматические струбцины. Однако из-за утечки воздуха как в магистрали, так и в самом цилиндре происходит самопроизвольное разжатие струбцины. Кроме того, для работы с пневмострубциной необходимо иметь присоединительное устройство для подключения к воздушной цеховой магистрали и шланги большой длины.
Таких недостатков нет у гидравлической струбцины, в которой вместо силового винта применен механогидравлический прижим. Гидравлическая струбцина обеспечивает работу в любом пространственном положении.
Откидные зажимные устройства. В гамме зажимных устройств необходимо выделить в отдельную группу зажимы, поворачивающиеся в плоскости, перпендикулярной к прижимной плоскости и служащие для закрепления свариваемых узлов через отверстие в прижимной поверхности изделия. Это позволяет разместить зажимные устройства под закрепляемым узлом (в корпусе технологической оснастки), освобождает рабочую зону и облегчает установку и съем изделия. С введением же вконструкцию зажимных устройств автоматического подвода и отвода зажимных элементов повышается за счет сокращения вспомогательного времени эффективность технологической оснастки.








