 2015-07-14
2015-07-14 3007
3007Высокочастотная сварка применяется при изготовлении сварных труб. Металл нагревается пропусканием через него токов высокой частоты (ТВЧ). При ТВЧ-сварке труба перед сварочным узлом формируется в виде заготовки, у которой кромки расположены под острым углом и сходятся в точке сварки. ТВЧ подводится к кромкам посредством индуктора или вращающегося контактного ролика таким образом, чтобы он проходил от одной кромки к другой через точку соприкосновения. Заготовка трубы поступательно перемещается направляющими роликами и сдавливается обжимными роликами.
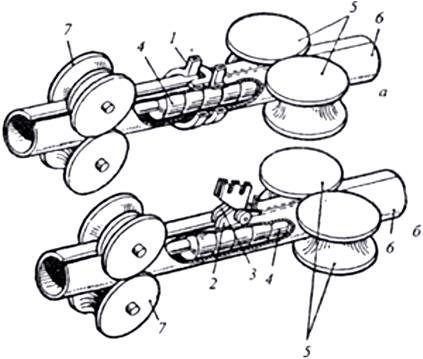
Рисунок – Схема высокочастотной сварки труб с индукционным (а) и контактным (б) способами подвода тока:
1 - индуктор; 2, 3 - контакты; 4 - ферритовый стержень; 5 - обжимные ролики; 6 – заготовка трубы; 7 - направляющие ролики
Качество сварного соединения и расход электроэнергии обусловлены особенностями протекания ТВЧ по проводникам. Вследствие поверхностного эффекта и эффекта близости, который усиливается по мере сближения кромок, наибольшая концентрация тока достигается в точке соприкосновения сходящихся кромок. Здесь возникает наивысшая температура и происходит сварка под действием обжимных роликов. Для повышения интенсивности нагрева и уменьшения шунтирования сварочного тока в заготовку трубы вводится ферритовый сердечник, вследствие чего индуктивное сопротивление шунтирующих путей для ТВЧ становится очень большим, а утечка тока между контактами помимо места сварки резко уменьшается. Для сварки труб малого диаметра (до 76 мм) обычно используют ток ламповых генераторов с частотой 440 кГц или 880 кГц, для труб больших диаметров (до 426 мм) — ток от машинных генераторов с частотой 8 кГц.








