 2015-07-14
2015-07-14 2352
2352Из-за ограниченной ширины листов прямошовные трубы диаметром до 820 мм сваривают одним продольным швом, при большем диаметре – двумя. За рубежом используют листы большей ширины, что позволяет выпускать трубы диаметром 1420 мм с одним швом.
Челябинский трубопрокатный завод выпускает прямошовные трубы длиной 12 м и диаметром до 1220 мм. Сварку выполняют с двух сторон, причем наружный шов укладывают первым на стане проходного типа. Перед станом подъемными кантующими роликами заготовку 2 устанавливают разъемом вверх по оси направляющего ножа 1 (рисунок 97). Проходя стан, трубная заготовка 2 надвигается на оправку 5, подвешенную к направляющему ножу и опирающуюся роликами на внутреннюю поверхность трубы. Движение трубы обеспечивается приводными горизонтальными валками стана, причем щель между кромками по мере продвижения заготовки сужается вследствие бокового давления вертикальных неприводных валков и в зоне сварки 3 зазор отсутствует. Вытекание сварочной ванны предотвращают установленным на раме оправки гусеничным башмаком 4 — замкнутой лентой из шарнирно скрепленных пластин с медными накладками. Движение трубы увлекает ленту, и под сварочной ванной всегда находится свежая пластина, охлажденная сжатым воздухом. Сварку под флюсом производят двумя дугами, горящими в одной сварочной ванне, что обеспечивает хорошее формирование шва при скорости сварки 170–190 м/ч и толщине стенок 12 мм. Для уменьшения размера кратера концевые участки швов длиной 150–220 мм выполняют одной дугой при одновременном снижении скорости сварки. Потери на обрезку концов труб в этом случае невелики. К установке для сварки внутреннего шва труба поступает по рольгангу и подается внутрь подвижных люлек, поднимающих и поворачивающих трубу швом вниз. Люльки смонтированы на подвижной тележке, с помощью которой труба надвигается на сварочную головку, прикрепленную к штанге длиной 12 м.
Рисунок 97 – Схема сварки наружного шва трубы на стане проходного типа
Трубы с двумя продольными швами собирают из двух предварительно отформованных корыт, подаваемых укладчиком на две параллельные нитки входных рольгангов сборочного устройства. Кромки заготовок выравнивающим приспособлением устанавливаются в одной горизонтальной плоскости, и в таком положении корыта рольгангами подаются в раскрытое сборочное устройство (рисунок 98, а). Штоки пневмоцилиндров 1 (рисунок 98, б), поворачивая рычаги 2, устанавливают заготовки в исходное для подачи в сварочный стан положение. Зазор между заготовками задается деталями 3 и 4. Подача собранной трубы в сварочный стан осуществляется упором 6 цепного заталкивателя 5 со скоростью, несколько превышающей скорость сварки, чтобы догнать предыдущую трубу (рисунок 98, в). При этом направляющий нож стана попадает в зазор между верхними кромками корыт, направляя стык к сварочной головке. Когда труба захватывается горизонтальными приводными валками сварочного стана, цепной заталкиватель выключается и возвращается в исходное положение. Сваренная первым наружным швом заготовка поворачивается разъемом вверх и по рольгангу поступает на стан для сварки второго наружного шва. Затем последовательно, аналогично одношовным трубам, выполняются и оба внутренних шва. После контроля и устранения дефектов трубы с прямым швом подвергают правке для обеспечения требуемой формы поперечного сечения и допуска на диаметр. Для этого на длине 300 мм снимают внутреннее усиление шва и осуществляют раздачу в пресс-расширителе (эспандере). Для этого трубу заключают в толстостенную матрицу, в нее вводят конусные заглушки, уплотняющие и калибрующие ее концы. Внутренним гидравлическим давлением диаметр трубы увеличивается на 1,0–1,2%, чем достигается правка трубы по всей длине и калибровка ее по диаметру. Затем давление снижают до испытательного уровня и дают выдержку около 30 с с одновременным разовым обстукиванием трубы молотками, закрепленными на траверсе.
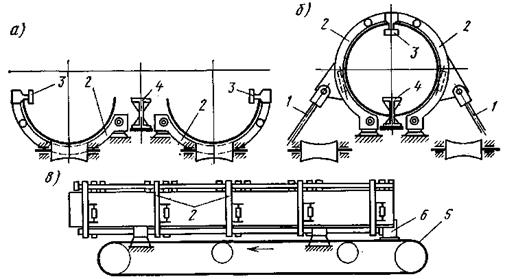
Рисунок 98 – Устройство для сборки трубы из двух корыт








