 2015-07-14
2015-07-14 276
276Исходные данные: сила резания Pz = 58 Н,
масса заготовки m = 0,1 кг.
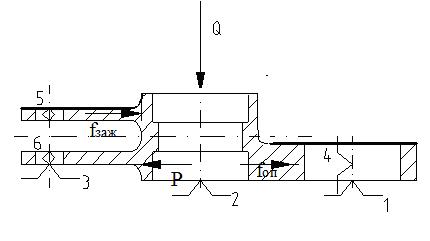
Рисунок 2.7 – Схема взаимодействия сил резания и сил зажима
на обрабатываемую деталь
Заготовка базируется на установочных элементах приспособления и прижимается к ним силой зажима Q, а сила резания P действует в перпендикулярном направлении (рис. 9). Силе резания P продиводействуют силы трения T между опорой поверхностью детали, а также между верхней плоскостью детали и поверхностью зажима.
Требуемая сила зажима Q определяется по формуле.
Qfзаж + Qfоп = KзапP
Отсюда
Определяем коэффициент запаса [4]
Кзап = К0´К1´К2´К3´К4´К5´К6
где К0 – постоянный коэффициент запаса при всех случаях обработки;
К1- коэффициент, учитывающий состояние поверхности заготовки;
К2 – коэффициент, учитывающий увеличение силы резания при закреплении режущего инструмента;
К3 – коэффициент, учитывающий силу резания при обработке прерывистых поверхностей на детали;
К4 – коэффициент, учитывающий постоянство сил зажима;
К5 – коэффициент, учитывающий удобное расположение рукоятки зажима;
К6 – коэффициент, учитывающий наличие моментов.
Кзап. = 1,5´1,5´1,4´1,2´1´1´1 = 3,78
fзаж и fоп = 0,15
Cила зажима
Определяем диаметр поршня
 ;
;
где Pт – тянущее усилие,
Pж – давление жидкости в системе,
h - кпд 
Принимаем диаметр поршня Dп = 40 мм
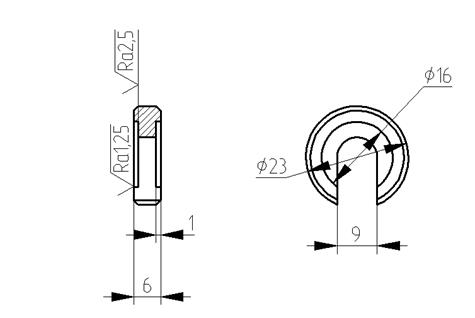
Рисунок 2.8– шайба








