 2015-08-13
2015-08-13 221
221Определим погрешность базирования для размера  . Из размерной цепи (рис.5), звеньями которой являются размеры
. Из размерной цепи (рис.5), звеньями которой являются размеры  ,
,  ,
,  (причем размер выступает в качестве замыкающего звена этой цепи), следует:
(причем размер выступает в качестве замыкающего звена этой цепи), следует:
 =
=  +
+  .
.
где V1 – технологический размер измерительной базы выдерживаемого размера  ;
;
С1 – технологический размер конструктивного элемента выдерживаемого размера .
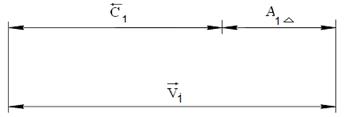
Рисунок 7. Расчетная схема размерной цепи
C учетом соотношения [1] 
Тогда:
= .
Допуск  можно установить из рассмотрения производной размерной цепи (рис. 8) (производной называют РЦ, замыкающим звеном которой является одно из составляющих звеньев основной РЦ).
можно установить из рассмотрения производной размерной цепи (рис. 8) (производной называют РЦ, замыкающим звеном которой является одно из составляющих звеньев основной РЦ).
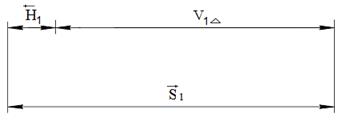
Рисунок 8. Расчетная схема размерной цепи
Из РЦ, звеньями которой являются размеры  ,
,  и дополнительно введенный размер
и дополнительно введенный размер  , следует
, следует
= =  +
+  .
.
Найдем геометрически, для этого рассмотрим рисунок 9.
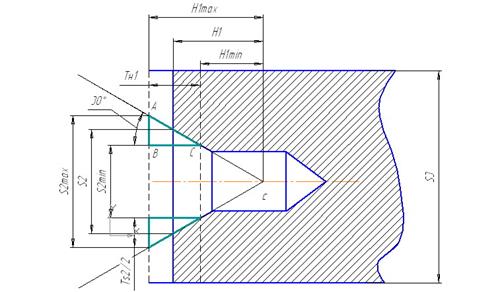
Рисунок 9. Вид К в увеличенном масштабе
Н1 займет крайнее левое положение и, следовательно, размер  получится наибольшим, если обработке будет подвергнута заготовка, имеющая размер
получится наибольшим, если обработке будет подвергнута заготовка, имеющая размер  =
=  , если обработке будет подвергнута заготовка, имеющая размер =
, если обработке будет подвергнута заготовка, имеющая размер =  , то Н1 займет крайнее правое положение, что обусловит получение наименьшего значения выдерживаемого размера .
, то Н1 займет крайнее правое положение, что обусловит получение наименьшего значения выдерживаемого размера .
Найдем геометрически (см. рис.9), рассмотрев треугольник АВС.
 ,
,
 ,
,
 мм.
мм.
Получим:
 мм.
мм.
С учетом полученного:
= = + =0,54+0,13=0,67 мм.
Допуск на размер А1 (из таблицы 2):
 мм.
мм.
Требуемая точность обработки не обеспечивается. С целью уменьшения погрешности базирования следует поместить еще одну опорную точку 1 (рис.6). В этом случае погрешность базирования для размера S2 равна 0. Погрешность базирования для размера А1 уменьшится.
Решим задачу геометрически (рис.6). ИБ ( ) займет крайнее правое положение и, следовательно, размер получится наибольшим, если обработке будет подвергнута заготовка, имеющая следующую совокупность предельных размеров: =
) займет крайнее правое положение и, следовательно, размер получится наибольшим, если обработке будет подвергнута заготовка, имеющая следующую совокупность предельных размеров: =  ,
,  = . Если на обработку поступит заготовка с размерами =
= . Если на обработку поступит заготовка с размерами =  , = , то ИБ () займет крайнее левое положение, что обусловит получение наименьшего значения выдерживаемого размера .
, = , то ИБ () займет крайнее левое положение, что обусловит получение наименьшего значения выдерживаемого размера .
Измерительной базой выдерживаемого размера  (ИБ ()) является центральная ось. Поскольку эта ось является одновременно и ТБ (), то она будет занимать неизменное положение в системе координат станка при обработке любой из заготовок партии. Следовательно поле рассеяния такого размера, представляющее собой его погрешность базирования, будет равно нулю, т. е.
(ИБ ()) является центральная ось. Поскольку эта ось является одновременно и ТБ (), то она будет занимать неизменное положение в системе координат станка при обработке любой из заготовок партии. Следовательно поле рассеяния такого размера, представляющее собой его погрешность базирования, будет равно нулю, т. е.  = 0.
= 0.
Измерительной базой для размера  (ИБ ()) будет поверхность КЭ (), образующаяся на данном установе. Положение этой поверхности относительно ТБ () у всех заготовок партии будет одинаковым, что и обусловит нулевую погрешность базирования по отношению к размеру , т.е.
(ИБ ()) будет поверхность КЭ (), образующаяся на данном установе. Положение этой поверхности относительно ТБ () у всех заготовок партии будет одинаковым, что и обусловит нулевую погрешность базирования по отношению к размеру , т.е.  = 0.
= 0.
Измерительной базой выдерживаемого размера  (ИБ ()) является центральная ось. Поскольку эта ось является одновременно и ТБ (), то она будет занимать неизменное положение в системе координат станка при обработке любой из заготовок партии. Следовательно поле рассеяния такого размера, представляющее собой его погрешность базирования, будет равно нулю, т. е.
(ИБ ()) является центральная ось. Поскольку эта ось является одновременно и ТБ (), то она будет занимать неизменное положение в системе координат станка при обработке любой из заготовок партии. Следовательно поле рассеяния такого размера, представляющее собой его погрешность базирования, будет равно нулю, т. е.  = 0.
= 0.
Библиографический список:
1. Мальцев В.Г. «Расчет размерных цепей и погрешности базирования»
методические указания, Омск, ОмГТУ-2008 г.
2. ГОСТ 21495-76. Базирование и базы в машиностроении. Термины
и определения. – М.: Изд-во стандартов, 1987. – 36 с.
3. Допуски и посадки: справ.: в 2-х ч. Ч.1 / В.Д. Мягков [и др.]. – Л.:
Машиностроение. Ленингр. отд-ние, 1982. – 543 с.
4. Якушев, А.И. Взаимозаменяемость, стандартизация и технические измерения / А.И. Якушев. – М.: Машиностроение, 1986. – 352 с.








