 2015-08-13
2015-08-13 260
260Измерительной базой выдерживаемого размера  (ИБ ()) является плоскость
(ИБ ()) является плоскость  . Поскольку эта плоскость является одновременно и ТБ (), то она будет занимать неизменное положение в системе координат станка при обработке любой из заготовок партии. Следовательно размер определяет взаимное положение поверхностей и КЭ (), занимающих у всех обработанных заготовок партии строго определенное и одинаковое взаимное положение. Поле рассеяния такого размера, представляющее собой его погрешность базирования, будет равно нулю, т. е.
. Поскольку эта плоскость является одновременно и ТБ (), то она будет занимать неизменное положение в системе координат станка при обработке любой из заготовок партии. Следовательно размер определяет взаимное положение поверхностей и КЭ (), занимающих у всех обработанных заготовок партии строго определенное и одинаковое взаимное положение. Поле рассеяния такого размера, представляющее собой его погрешность базирования, будет равно нулю, т. е.  = 0.
= 0.
Основываясь на положениях теории РЦ, определим погрешность базирования для размера  . Из размерной цепи (рис.3), звеньями которой являются размеры
. Из размерной цепи (рис.3), звеньями которой являются размеры  ,
,  ,
,  (причем размер выступает в качестве замыкающего звена этой цепи), следует:
(причем размер выступает в качестве замыкающего звена этой цепи), следует:
 =
=  +
+  ,
,
где V2 – технологический размер измерительной базы выдерживаемого размера – размер, определяющий положение измерительной базы выдерживаемого размера (ИБ ()) относительно его технологической базы (ТБ ()) в направлении выдерживаемого размера,
С2 – технологический размер конструктивного элемента выдерживаемого размера – размер, определяющий положение конструктивного элемента выдерживаемого размера (КЭ ()) по отношению к его технологической базе (ТБ ()) в направлении выдерживаемого размера.
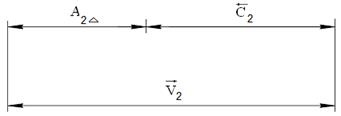
Рисунок 3. Расчетная схема размерной цепи
Поскольку каждый  размер будет определять взаимное положение соответствующих ему двух элементов, которые у всех обработанных заготовок партии будут занимать одинаковое и строго определенное взаимное положение, то поле рассеяния такого размера, которое можно истолковывать как его допуск, будет равно нулю, т.е.:
размер будет определять взаимное положение соответствующих ему двух элементов, которые у всех обработанных заготовок партии будут занимать одинаковое и строго определенное взаимное положение, то поле рассеяния такого размера, которое можно истолковывать как его допуск, будет равно нулю, т.е.:
 (1)
(1)
C учетом соотношения [1] 
Тогда:
= =  =0,22 мм
=0,22 мм
Решим задачу геометрически (рис. 2). Так, на рис. 2 ИБ (А2) займет крайнее левое положение, когда на обработку поступит заготовка с размером S3 =S3max, и крайнее правое – при S3 =S3min, это обусловит колебание размера A2 в пределах от A2min до A2max. Погрешность базирования равна:
 мм.
мм.
Допуск на размер А2 (из таблицы 1):
 мм.
мм.
Требуемая точность обработки не обеспечивается. Следует поместить еще одну опорную точку 7 (рис.2) для совмещения технологической и измерительной баз выдерживаемого размера А2. В этом случае погрешность базирования равна 0.
Измерительной базой для размера  (ИБ ()) будет поверхность КЭ (
(ИБ ()) будет поверхность КЭ ( ), образующаяся на данном установе. Положение этой поверхности относительно ТБ () у всех заготовок партии будет одинаковым, что и обусловит нулевую погрешность базирования по отношению к размеру , т.е.
), образующаяся на данном установе. Положение этой поверхности относительно ТБ () у всех заготовок партии будет одинаковым, что и обусловит нулевую погрешность базирования по отношению к размеру , т.е.  = 0.
= 0.
Определим погрешность базирования для размера  . Из размерной цепи (рис.4), звеньями которой являются размеры
. Из размерной цепи (рис.4), звеньями которой являются размеры  ,
,  ,
,  (причем размер выступает в качестве замыкающего звена этой цепи), следует:
(причем размер выступает в качестве замыкающего звена этой цепи), следует:
 =
=  +
+  .
.
где V4 – технологический размер измерительной базы выдерживаемого размера – размер, определяющий положение измерительной базы выдерживаемого размера (ИБ ()) относительно его технологической базы (ТБ ()) в направлении выдерживаемого размера,
С4 – технологический размер конструктивного элемента выдерживаемого размера – размер, определяющий положение конструктивного элемента выдерживаемого размера (КЭ ()) по отношению к его технологической базе (ТБ ()) в направлении выдерживаемого размера.
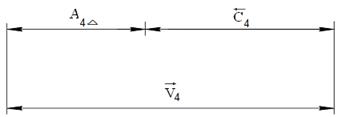
Рисунок 4. Расчетная схема размерной цепи
C учетом соотношения [1] 
Тогда:
= =  =0,19 мм.
=0,19 мм.
Решим задачу геометрически (рис. 2). Так, на рисунке 2 ИБ (А4) займет крайнее верхнее положение, когда на обработку поступит заготовка с размером S1 =S1max, и крайнее нижнее– при S1 =S1min, это обусловит колебание размера A4 в пределах от A4min до A4max. Погрешность базирования равна:
 мм.
мм.
Допуск на размер А4 (из табл. 1):
 мм.
мм.
Требуемая точность обработки обеспечивается.
Измерительной базой выдерживаемого размера  (ИБ ()) является плоскость
(ИБ ()) является плоскость  . Поскольку эта плоскость является одновременно и ТБ (), то она будет занимать неизменное положение в системе координат станка при обработке любой из заготовок партии. Следовательно размер определяет взаимное положение поверхностей и КЭ (), занимающих у всех обработанных заготовок партии строго определенное и одинаковое взаимное положение. Поле рассеяния такого размера, представляющее собой его погрешность базирования, будет равно нулю, т. е.
. Поскольку эта плоскость является одновременно и ТБ (), то она будет занимать неизменное положение в системе координат станка при обработке любой из заготовок партии. Следовательно размер определяет взаимное положение поверхностей и КЭ (), занимающих у всех обработанных заготовок партии строго определенное и одинаковое взаимное положение. Поле рассеяния такого размера, представляющее собой его погрешность базирования, будет равно нулю, т. е.  = 0.
= 0.
Измерительной базой для размера  (ИБ ()) будет поверхность, образующаяся на данном установе. Положение этой поверхности относительно ТБ () у всех заготовок партии будет одинаковым, что и обусловит нулевую погрешность базирования по отношению к размеру , т.е.
(ИБ ()) будет поверхность, образующаяся на данном установе. Положение этой поверхности относительно ТБ () у всех заготовок партии будет одинаковым, что и обусловит нулевую погрешность базирования по отношению к размеру , т.е.  = 0.
= 0.
Измерительной базой для размера  (ИБ ()) будет поверхность, образующаяся на данном установе. Положение этой поверхности относительно ТБ () у всех заготовок партии будет одинаковым, что и обусловит нулевую погрешность базирования по отношению к размеру , т.е.
(ИБ ()) будет поверхность, образующаяся на данном установе. Положение этой поверхности относительно ТБ () у всех заготовок партии будет одинаковым, что и обусловит нулевую погрешность базирования по отношению к размеру , т.е.  = 0.
= 0.








