 2015-08-21
2015-08-21 3655
3655Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок производственной площади, оснащенной в соответствии с требованиями осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т.д.
При обслуживании рабочего места необходимо:
- своевременно получать сменные задания, наряды и чертежи;
- поддерживать оборудование в работоспособном состоянии;
- своевременно доставлять на рабочее место материалы, заготовки, электроды и т.п.;
- контролировать качество изготавливаемой продукции;
- поддерживать надлежащий порядок на рабочем месте.
Рабочее место электросварщика называют сварочным постом. Он может быть стационарным или передвижным.
В зависимости от выполняемой работы и габаритов свариваемых конструкций сварочный пост располагают в специальных сварочных кабинах или непосредственно на изделии.
Рабочие кабины служат для защиты сварщиков от излучения дуги в постоянных местах сварки.
При сварке небольших изделий рабочие места оборудуют сварочными кабинами размером 2000x2000 или 2000х3000 мм. Стены кабин имеют высоту 1800...2000 мм, а для лучшей вентиляции подняты над полом на 200...300 мм. В качестве материала для стен используют тонколистовую сталь или несгораемые материалы.

Рисунок 9.1 – Планировка сварочной кабины
Стены окрашивают в светлые тона огнестойкой краской, хорошо поглощающей ультрафиолетовые лучи сварочной дуги. Дверной проем в кабине закрывают брезентовым занавесом на кольцах, пропитанным огнестойким составом. Полы в кабинах настилают из огнеупорного материала: кирпича или бетона. Кабины должны быть освещены дневным или искусственным светом, а также оснащены вентиляцией. Кроме общей вентиляции в них устанавливают местные отсосы, поглощающие вредные газы и пыль непосредственно из зоны сварки.
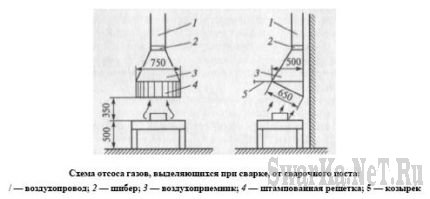 Рисунок 9.2 – Схема отсоса газов, выделяющиихся при сварке, от сварочного поста
Рисунок 9.2 – Схема отсоса газов, выделяющиихся при сварке, от сварочного поста
Для сборки и сварки деталей внутри кабины устанавливают металлический сварочный стол высотой 500...600 мм для работы сидя и около 900 мм для работы стоя площадью около 1м2. К столу приваривают стальные болты для крепления токоподводящего провода от источника сварочного тока и для провода заземления стола. Сбоку стола имеются гнезда для хранения электродов или присадочной проволоки. В выдвижном ящике стола хранят инструмент, а также технологическую документацию. Для удобства работы в кабине устанавливают металлический стул с подъемным винтовым сиденьем, изготовленным из неэлектропроводного материала (дерево, пластмасса и др.). Под ногами у сварщика должен находиться резиновый коврик.
Основной вид оборудования сварочных постов — источники питания дуги. Они могут быть одно- или многопостовыми. На рабочем месте обычно размещают однопостовые источники питания. При питании сварочных постов от многопостовых источников сварочный ток разводят по кабинам с помощью токоподводящих проводов или шин. В кабине устанавливают рубильник или магнитный пускатель для включения сварочного тока. При механизированной сварке в кабине размещают полуавтоматы и автоматы для дуговой сварки и необходимое вспомогательное оборудование и приспособления. Для выполнения сварочных работ сварщик должен иметь определенный набор инструментов и принадлежностей.








