Ребристые плиты покрытий - это горизонтальные железобетонные конструкции, отделяющие внутреннее пространство от внешнего и воспринимающие атмосферные нагрузки. Ребристые плиты принимают вертикальную нагрузку, образованную от давления снега, кровли, вентиляционных и других устройств, и в этой связи работают на изгиб и передают нагрузку на несущие конструкции покрытий или стены. Ввиду того, что ребристые плиты покрытия за счет выступающих вниз балок имеют П-образную форму поперечного сечения, их применение при постройке жилых зданий ограничено эстетическими параметрами и чаще они применяются при строительстве промышленных объектов, спортзалов и т.п. Их вид представлен на рисунке 1.
По ГОСТ 28042-89 – «Плиты покрытий железобетонные
для зданий предприятий. Технические условия», для нашего проекта мы выбираем плиты марки ПГ — без проемов в полке плиты, с верхней плоской (горизонтальной или двускатной) поверхностью;
- для изготовления изделий используется арматура A-|V класса
- концы напрягаемой арматуры не должны выступать за торцевые поверхности плит более чем на 10 мм и должны быть защищены слоем цементно-песчаного раствора или битумным лаком.
Для изготовления колонн и плит используем ЦЕМ I В30 ГОСТ 31108-2003, по ГОСТ 31108-2003 – «Цементы общестроительные. Технические условия»
Для ребристых плит перекрытия используем щебень фракции 5-10 мм, по ГОСТ 8267-93 - «Щебень и гравий из плотных горных пород для строительных работ»
Для колонн используем щебень фракции 5-10, 10-20 мм, по ГОСТ 8736-93 - «Песок для строительных работ. Технические условия»
В табл. 1.1. представлены основные характеристики выпускаемых изделий.
Таблица 1.1
Общая характеристика выпускаемых изделий
| Наименова-ние выпускаемых ЖБ изделий | Марка изделия | Вид бетона | Класс бетона | Марка бетонной смеси по удобоукла-дываемости | Расход на изде-лие материалов | Дополнительные свойства |
| Бет-он, м3 | Пес- ок, м3 | Арма- тура, кг | F | Мас-са, т | W |
| Ребристые плиты покрытий | 1ПГ6 | Тяже-лый бетон | B30 (M400) | П1 | 0,9 | 0,45 | 68.1 | | 2.25 | |
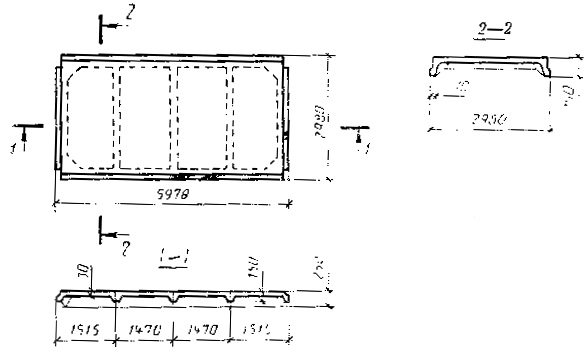
Рис 1. Вид ребристой плиты перекрытия
2.
Расчет комплексной нормы времени на изготовление изделия и определение длительности критической операции. Для определения комплексной нормы времени необходимо построить функциональную схему производимой продукции. Эта схема представлена на рисунке 2.
| Разогрев стрержней эл. термическим способом |
| Укладка разогретых стержней |
| Укладка тяж. бетонной смеси |
| Промежуточное складирование |
| Доставка тяж. бетонной смеси |
| Доставка лёгкой бетонной смеси |
| Обрезка анкеров напряж. арматуры |
| Непродолжительное вибрирование |
| Укладка легкой. бетонной смеси |
Рис. 2. Функциональная схема производства ребристых плит покрытия
Продолжительность каждой технологической операции представлена в табл. 2.1
Таблица 2.1
Продолжительность технологических операций
| Наим. Технологической операции в соответствии с пооперационной схемой | Трудоемкость выполнения операции (норма времени чел. минуты) | Принятое кол-во работников, чел | Принятая продолжительность операции, мин |
| 1. Чистка формы | 6,4 | | 6,4 |
| 2. Смазка формы | 0,9 | | 0,9 |
| 3. Сборка формы | 5,3 | | 5,3 |
| 4. Установка фиксаторов | 4,0 | | 4,0 |
| 5. Укладка арматуры | 8,8 | | 4,4 |
| 6. Разогрев стержней | 9,9 | | 4,95 |
| 7. Укладка разогретых стержней | 8,8 | | 4,4 |
| 8. Установка верхнего каркаса | 8,8 | | 4,4 |
| 9. Укладка тяж. БС | 3,0 | | 3,0 |
| 10. Непродолжительное вибрирование | 10,1 | | 5,05 |
| 11. Укладка легкой БС | 2,92 | | 2,92 |
| 12. Вибрирование | 10,1 | | 5,05 |
| 13. Заглаживание поверхности | 5,28 | | 5,28 |
| 14. Распалубка | 4,6 | | 4,6 |
| 15. Обрезка стержней | | | |
| Общее время | | | 64,65 |
В таблице 2.2 представлена длительность критической операции
Таблица 2.2
Цикловой график выполнения операций
| Наименование операции | Время выполнения операции, мин 0 10 20 30 40 50 60 70 |
| 1. Чистка и смазка формы 2. Сборка формы и установка фиксаторов 3. Укладка арматуры и разогрев стержней 4. Укладка разогретых стержней, установка верхнего каркаса | Ткр=21,3 |
| 5. Укладка тяж. БС; непродолжительное вибрирорвание 6. Укладка легкой БС и вибрирование 7. Заглаживание поверхности |
| 8. Распалубка и обрезка стержней |
3.
Организация процесса производства на линии и расчет загрузки рабочих на постах во времени. Значение расчетного времени проектируемого предприятия равно:

При этом значение годовой производственной программы равно:
- по объёму

- в штуках
Расчетное количество линий равно:

Принимаем 
Коэффициент загрузки линии равен:

Так как в нашем производстве 1 линия, то расчетны ритм предприятия равен:

Расчитываем ритм, при котором выпускалось бы целое число изделий в смену:

 =22 шт.
=22 шт.
Принятый ритм предприятия равен:


 21,82
21,82  22,45
22,45
Проверка сходится
В табл. 3.1 представлена синхронизация работы постов формования на агрегатно-поточной линии производства ребристых плит покрытия
Таблица 3.1






Синхронизация работы постов формования на агрегатно-поточной линии производства ребристых плит покрытия
| Наименование операции | Трудоем- кость | срасч | сприн | Коэф. загрузки | Наим. поста | Трудоем- кость | срасч | сприн | η | График-регламент загрузки рабочих 0 10 20 30 40 50 60 70 80 90 100 |
| 1 Установка форм на пост распалубки 2 Обрезка стержней 3 Распалубка Прочие работы | 1,8 6,3 | 0,08 0,37 0,21 | | 8% 37% 21% | Пост распалубки | 16,1 | 0,74 | А | | |
| 4 Чистка форм 5 Смазка форм 6 Сборка форм 7 Установка формы 8 Укладка арматуры 9 Разогрев стержней 10 Укладка разогретых стержней | 6,1 0,9 5,3 4,0 8,8 9,9 8,8 | 0,28 0,04 0,24 0,18 0,40 0,45 0,40 | | 28% 4% 24% 18% 40% 45% 40% | Пост подготовки формы и армирования | 43,8 | | Б В | | |
| 11 Установка верхнего каркаса 12 Укладка тяж. БС 13 Непродолжительное вибрирование 14 Укладка легкой БС 15 Вибрирование 16 Заглаживание поверхности | 8,8 3,0 10,1 2,92 10,1 5,28 | 0,40 0,14 0,46 0,13 0,46 0,24 | | 40% 14% 46% 13% 46% 24% | Пост армирования и формования | 40,2 | 1,84 | Г Д | | |
 2015-09-07
2015-09-07 2848
2848
