 2015-09-06
2015-09-06 274
274
Дві половини прес-форми для лиття під тиском
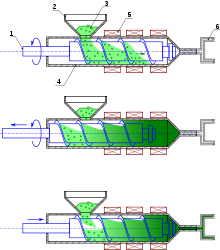
Основні операції циклу лиття пластмас під тиском:
1 — шнек;
2 — бункер;
3 — гранульваний матеріал;
4 — циліндр ливарної машини;
5 — система нагрівання;
6 — формувальна порожнина прес-форми
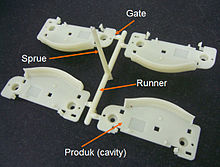
Пластмасові деталі, отримані литтям під тиском у 4-місну прес-форму:
Sprue — центральний ливник;
Runner — ливникова система;
Gate — точковий ливник;
Produk (cavity) — продукт (деталь)
Гранульований матеріал, дозований з бункера, подається на обертовий шнек всередині циліндра спеціальної конструкції. Циліндр ливарної машини підігрівається від електричних (іноді, масляних) нагрівних елементів. Матеріал нагрівається як від стінок циліндра, так і внаслідок тертя. Обертання шнека забезпечує рух матеріалу в циліндрі ливарної машини а також інтенсивне його перемішування, що сприяє вирівнюванню температури. За допомогою поршня приводу вузла вприскування на шнеку створюється зусилля підпору, тому шнек відходить не вільно, а долаючи тиск підпору. Слід зауважити, що тиск підпору збільшує температуру розплаву і підвищує її однорідність по перерізу в каналах шнека. Шнек створює високий тиск. Поєднання високої температури і тиску призводить до розплавлення матеріалу. Частоту обертання шнека і температуру по зонах циліндра визначають експериментально або розраховують з врахуванням розмірів шнека і тиску підпору.








