 2015-09-06
2015-09-06 496
496Радіально-свердлильні верстати призначені для обробки важких і крупногабаритних заготовок, які складно або неможливо обробляти на вертикально-свердлильних верстатах.
5 Фрезерні верстати призначені для обробки плоских і фасонних поверхонь, пазів, канавок, виступів, зубчатих коліс, зовнішніх і внутрішніх різьб.
Фрезерування здійснюється різальним інструментом – фрезою, що є тілом обертання, на твірної і (або) торцевої поверхні якого розташовані різальні зуби. Головний рух при фрезеруванні – обертання фрези; рух подачі здійснює заготовка (іноді фреза).
Фрези (рис. 2.9) можуть бути найрізноманітніших конструкцій, з яких найпоширенішими є циліндрові, дискові, кінцеві, торцеві і фасонні.
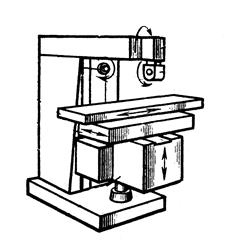
З групи фрезерних верстатів найбільше розповсюдження знаходять горизонтально-фрезерні, вертикально-фрезерні і поздовжньо-фрезерні.
У горизонтально-фрезерному верстаті (рисунок 2.10) шпіндель 6 розташований горизонтально. На станині 2 розміщений хобот 7, несучий підтримуючу сережку 8. Фреза чи набір фрез укріплюється в оправці, один кінець якого встановлюється в шпіндель 6, а другий – в отвір сережки 8. Консоль 1 переміщається у вертикальному напрямі по направляючих станини 2. По направляючих консолі 1 переміщаються санчата 3. На консолі 1 встановлена поворотна плита 5. По направляючих плити санчат 3 переміщається стіл 4, на якому закріплюється оброблювана заготовка.
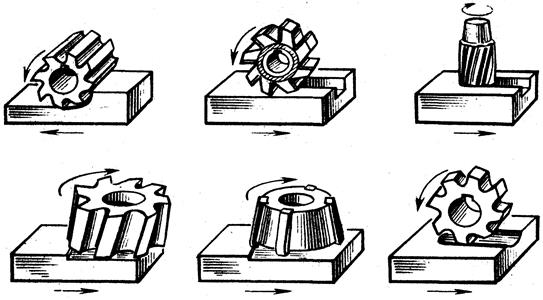
Рисунок 2.9 - Основні види фрез
|
Вертикально-фрезерний верстат має вертикально розташовану шпіндельну головку 4, яка при обробці похилих поверхонь може повертатися у вертикальній площині. Поздовжньо-фрезерні верстати призначені для обробки крупногабаритних і важких заготовок.
6 Шліфуванням називається спосіб обробки матеріалів різанням, здійснюваний масовим швидкісним (V = 8-50 м/с і більш) мікрорізанням (шкрябання) поверхневих шарів твердих тіл великим числом найдрібніших зерен, зцементованих в інструмент за допомогою зв'язки.
Процес шліфування використовується як завершальна чистова обробка з отриманням розмірів деталей з точністю по 6-7-му квалітетах і шорсткістю поверхні Rа = 0,08 – 0,32 мкм і як обдирна обробка при очищенні литва, поковок і т.д. Шліфування здійснюється особливим видом інструментів – шліфувальними кругами.
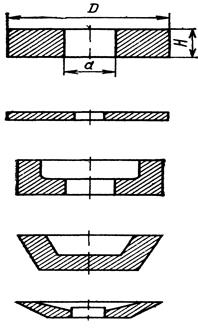
Шліфувальний круг є геометрично правильним тілом, що складається з шліфувальних (абразивних) зерен, зв'язки і проміжків (пір) між ними. Шліфувальні круги мають різну форму і зображені на рисунку 2.11.
Для виготовлення шліфувальних кругів використовують такі штучні абразивні матеріали: електрокорунд (кристали оксиду алюмінію з добавками), нормальний корунд, білий корунд, хромовий корунд, монокорунд, карбіди кремнію чорний і зелений, алмази природні і синтетичні, нітрид бору.
Шліфувальні круги володіють здатністю частково або повністю самозаточуватися, тобто самовіддаляти під дією сил різання затупілих абразивних зерен і оголяти гострі грані зерен наступного ряду. Ця властивість шліфувальних кругів характеризується твердістю. За твердістю шліфувальні круги діляться на м'які, середні, средньотверді, тверді, вельми тверді і надзвичайно тверді, при цьому чим м'якше круг, тим легше можуть бути вирвані із зв'язки абразивні зерна, і навпаки. Для шліфування деталей з високою твердістю використовують м'які круги, і навпаки.
Шліфувальні верстати поділяються на верстати для круглого шліфування і верстати для плоского шліфування.
У круглошліфувальних верстатах (рисунок 2.12) по направляючих станини 1 поворотно-поступально переміщається стіл 3 з передньою 6 і задньою 4 бабками, між центрами яких розміщені оброблювана деталь, що має обертальний рух привода передньої бабки 6. Обертальний рух деталі спільно з її поворотно-поступальним переміщенням забезпечує обробку всієї її циліндрової поверхні кругом, встановленим на шліфувальній бабки 6, що обертається. Шліфувальна бабка розміщена на поперечних санчатах, які за допомогою маховика 9 одержують поперечне щодо деталі переміщення для установки заданої глибини шліфування. Для автоматичного реверсування поступального переміщення стола 3 служать куркульки 2, взаємодіючі з важелем 8 керування верстатом; ручне переміщення стола 3 здійснюється маховиком 7. Для шліфування конічних деталей стіл 3 повертається на певний кут у горизонтальній площині.
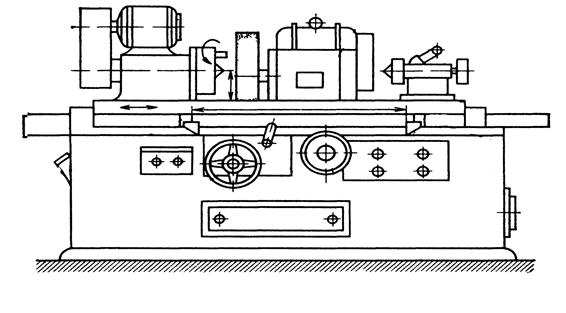
Рисунок 2.12 – Кругло-шліфувальний верстат
7. Більше 70% деталей в машинобудуванні виготовляється в умовах серійного і дрібносерійного виробництва. Ефективним засобом автоматизації дрібносерійного і серійного виробництва є використовування систем з числовим програмним керуванням (ЧПК) металорізальними верстатами. У верстатах з ЧПК керування робочими органами в процесі обробки проводиться автоматично за наперед розробленою програмою без безпосередньої участі людини.
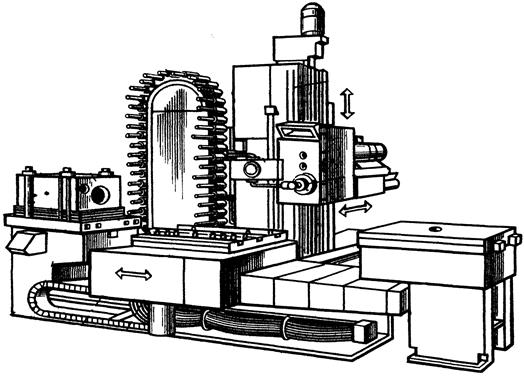
Рисунок 2.13 – Багатоопераційний станок з ЧПК.
За заданою програмою відбувається переміщення виконавчих органів верстата на необхідну величину, а також відбувається зміна різального інструменту. Продуктивність праці при роботі на верстатах з ЧПК збільшується в 3-5 разів у порівнянні з універсальними верстатами без автоматичного керування при виготовленні продукції у дрібносерійному і серійному виробництві. Ефективність використовування верстатів з ЧПК в цих виробництвах обумовлена незначним часом, необхідним для переналагодження систем для обробки іншого типу – розміру деталі.
При механічній обробці заготовок повинна бути забезпечена певна послідовність робочих і холостих рухів у верстатах, яка називається програмою. При автоматичному керуванні програма повинна виконаються без безпосередньої участі людини. Запис програми у верстатах з ЧПУ здійснюється на магнітні стрічки, дискети, диски.
Верстати з ЧПК мають таку ж компоновку, як і розглянуті раніше верстати з ручним керуванням.
Верстат з ЧПК є напівавтоматом, оскільки робочий цикл обробки деталі здійснюється автоматично за програмою, записаною на швидкознімноиу носії. Участь людини в роботі верстата з ЧПК зводиться в основному до переміщення деталі в зону закріплення деталі і після автоматичної обробки деталі – до її розкріплювання і переміщення із зони обробки. Дія робітника при роботі на верстаті з ЧПК в даний час успішно замінюються діями автоматичної машини – промислового робота.








