 2015-09-06
2015-09-06 1099
1099Содержание
Введение. 2
Фрезерование. 6
Общие понятия о фрезеровании. 6
Рекомендации по применению фрез. 12
Взаимное расположение оси фрезы и заготовки. 14
Условия входа и выхода зуба фрезы из зоны резания. 15
Влияние главного угла в плане на процесс фрезерования. 17
Рекомендации по выбору метода фрезерования. 19
Обеспечение чистоты обработки. 20
Предупреждение вибраций. 22
Сверление. 23
Общие сведения о сверлении. 23
Спиральные сверла. 24
Параметры характеризующие процесс сверления. 26
Основные факторы, характеризующие операцию сверления: 28
Контроль за стружкодроблением и охлаждающая жидкость. 28
Обзор современных сверл. 30
Перовые сверла. 32
Цилиндрические зенкеры. 36
Развертывание. 40
РАЗВЕРТКИ. 40
ОСОБЕННОСТИ КОНСТРУКЦИЙ ДРУГИХ ТИПОВ РАЗВЕРТОК.. 43
Нарезка резьбы. 52
Введение
Реализация плана технического перевооружения механосборочного производства позволило значительно обновить станочный парк НКМЗ. Среди вновь установленного оборудования большое число станков фрезерно-расточной группы. Также на предприятии производятся масштабные работы по модернизации парка тяжелых расточных станков с доведением их точности до исходных паспортных норм и обеспечением современными системами числового программного управления, магазинами инструмента, системами измерения. Использование данного оборудования невозможно без применения нового высокопроизводительного инструмента с механическим креплением сменных неперетачиваемых пластин (в дальнейшем СНП).
Расточный станок - металлорежущий станок для сверления, зенкерования, развёртывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования. Наиболее распространены универсальные горизонтально-расточные станки.
Универсальный расточной станок имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке. Приняты 3 основных типа компоновки: станки для обработки мелких и средних изделий со шпинделем диаметром до 125 мм, столом, перемещающимся в двух взаимно перпендикулярных направлениях, и неподвижной передней стойкой; станки для обработки средних и крупных изделий со шпинделем диаметром от 100 до 200 мм, столом и передней стойкой, перемещающимися во взаимно перпендикулярных направлениях; станки для обработки особо крупных изделий со шпинделем диаметром от 125 до 320 мм, без стола, с передней стойкой (колонкой), перемещающейся в одном или двух направлениях.
Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя, перемещающегося в осевом направлении (движение подачи). Наличие имеющих раздельные приводы планшайбы с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Тенденции развития расточных станков — повышение жёсткости и виброустойчивости, снижение трения в подвижных узлах, применение системы цифровой индикации, числового программного управления, методов дистанционного наблюдения и контроля за процессом обработки (главным образом в тяжёлых и уникальных станках).
Ниже представлена компоновочная схема расточного станка.
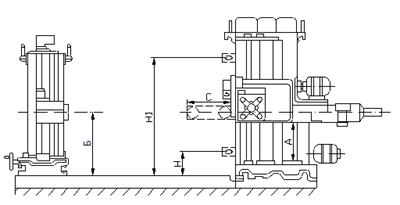 | 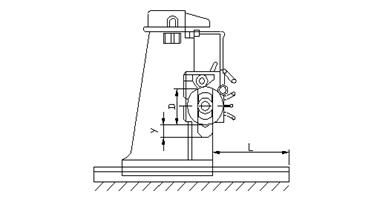 |
Рис.2 Компоновочная схема горизонтально-расточного станка
К одной из основных характеристик горизонтально-расточных и фрезерных станков относится конус на шпинделе. Известны конуса метрические (80; 100; 120, 140) и конуса 7:24 (ISO 40, ISO 50, ISO 60). Базовые оправки в метрических конусах удерживаются в шпинделе путем механического или гидравлического клина, а в конусе 7:24 удерживается за счет штревеля.
С целью уменьшения номенклатуры использования переходников и удлинителей ведущие мировые производители инструмента разработали концепцию модульной оснастки. Известно несколько типов модульной оснастки. Так на НКМЗ принята к производству модульная оснастка Graflex.
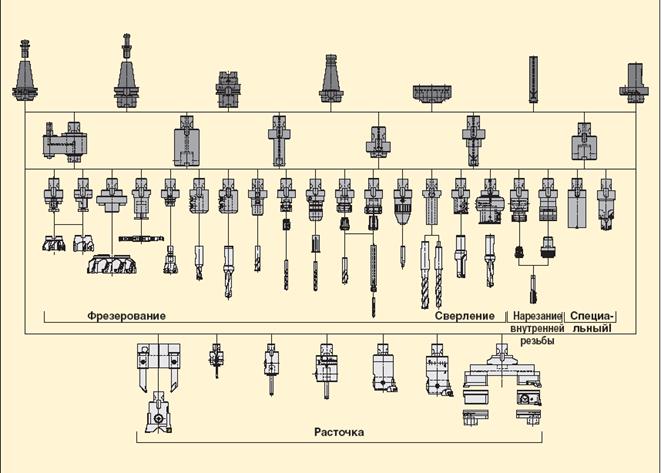
Рис.1. Модульная оснастка.
Жёсткость и точность соединения даёт возможность сборкам Graflex быть использованными в широких условиях обработки. Широкий диапазон модулей позволяет обеспечить размеры инструментов наиболее близкими к требуемым операцией обработки для оптимальных условий резания. Все базовые оправки, удлинители и переходники, главные держатели и все расточные головки имеют «сквозные» каналы для СОЖ.
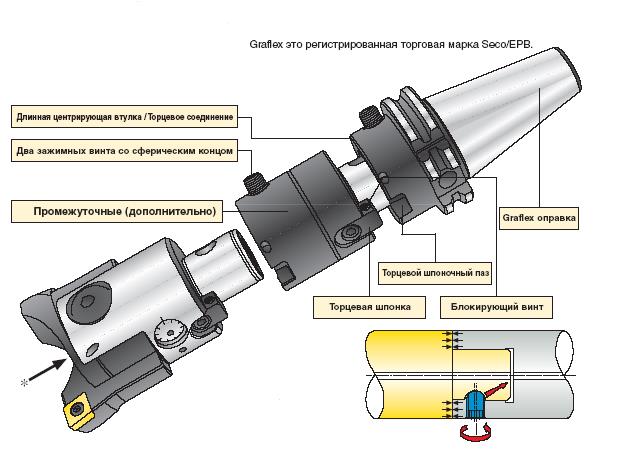
Рис.2. Соединение расточного блока с удлинителем и базовой оправкой при помощи Graflex.
Хорошо зарекомендовала себя в условиях НКМЗ модульная оснастка фирмы Sandvik Coromant с некруглым цилиндрическим хвостовиком «Coromant Capto».

Рис. 2. Хвостовик модульной системы Capto.


Существуют также модульные система Varilok, HSK, ITSBORE и др. Однако, справедливости ради, следует отметить, что модульную систему Capto запатентовали такие фирмы, как Seco и Walter и успешно внедряют ее в производство.








