 2015-09-06
2015-09-06 337
337Торцеві фрези заточують по головних, допоміжної задніх поверхнях і по передній поверхні. При заточуванні на універсально-заточувальному верстаті фрезу кріплять у спеціальному пристрої (рис. 1.8). Фреза, що заточується, встановлюється на оправці в шпиндель і затягається зі зворотної сторони болтом. При заточуванні головної задньої поверхні під кутом  корпус головки повертають на величину головного кута в плані
корпус головки повертають на величину головного кута в плані  , і на величину кута уст. Величину заднього кута уст - розраховують.
, і на величину кута уст. Величину заднього кута уст - розраховують.
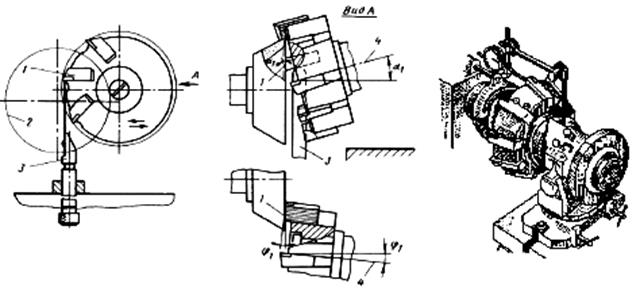
Рис. 1.8. Пристосування для заточення торцевих фрез
Задні поверхні зубців торцевих фрез заточуються торцевою поверхнею чашкового круга. При настроюванні головки кожний зубець фрези можна розглядати як самостійний різець. Тому розрахунок величини кутів, на які необхідно повернути головку по трьох шкалах для того, щоб правильно розташувати зубець фрези щодо робочої поверхні шліфувального круга, виконується по формулах, які застосовуються для настроювання трьохповоротних лещат при заточуванні різців.








