 2015-09-06
2015-09-06 533
533Заточування і доведення фрез робиться: на універсально-заточувальних верстатах з ручним управлінням моделей ЗА64М, ЗА64Д и ЗВ642 або на заточувальних напівавтоматах для циліндричних і торцевих фрез моделей ЗЕ667, ЗЕ667ДО.
Загальний вид універсально-заточувального верстата 3А64М показаний на рис. 1.5.
Фрези з великою величиною зносу попередньо шліфують по циліндричній поверхні на круглошліфувальному верстаті до видалення слідів зношування, а потім заточують по передній і задній поверхнях зубців.
Заточування збірних фрез складається з попереднього заточування вставних ножів (різців) поза корпусом і остаточного заточування фрези після складання.
Переточування фрез здійснюють у зібраному вигляді.
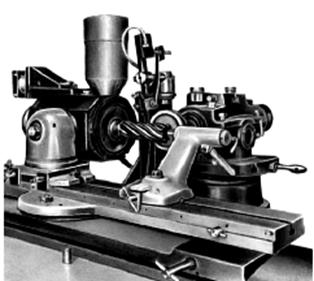
Рис. 1.5. Загальний вид універсально-заточувального верстата мод. 3А64
Циліндричні фрези із гвинтовими зубцями заточуються по головній задній поверхні. Заточування зубця по передній поверхні виконується тільки при наявності на ній сильно виражених слідів зношування. Однак при заточуванні фрез для особливо точної обробки, навіть у тих випадках, коли всього один зубець має потребу в заточуванні передньої поверхні, рекомендується здійснювати рівномірне сточування передніх поверхонь всіх зубців, щоб не була порушена рівномірна участь кожного зубця в процесі різання.
Заточування і доведення передніх і головних задніх поверхонь зубців здійснюється при установці фрези в центрах, причому насадний інструмент попередньо закріплюється на оправці. Фіксування кутового положення фрези робиться за допомогою упора, виконаного із пружинної сталі. При заточуванні гвинтових зубців упор закріплюють на корпусі шліфувальної головки нерухомо щодо шліфувального круга. Це приводить до того, що при поздовжньому русі стола верстата із закріпленою на ньому фрезою нерухома упора змушує фрезу робити поворот на ту частину оберту, яка відповідає частині кроку гвинтових канавок на довжині фрези. Це забезпечує заточування гвинтової задньої поверхні.
При обробці прямих зубців, розташованих паралельно осі фрези, упор встановлюють на столі верстата, і він переміщається разом із інструментом, що заточується. При цьому поворот фрези відсутній.
Упор повинен бути встановлений, можливо, ближче до вершини зубця, що заточується. Цим забезпечується одержання найменшої помилки значення кута, а також полегшення відтискання упора при переході на заточування наступного зубця.
Заточування здійснюється при поздовжньому переміщенні стола верстата. Після кожних 2-3 проходів здійснюється поворот фрези на один кутовий крок, завдяки чому в контакт зі шліфувальним кругом вступає новий зуб. Поворот фрези на кутовий крок здійснюється вручну після виводу її з контакту зі шліфувальним кругом.
Послідовність заточування циліндричних фрез:
1. по передній поверхні (при необхідності);
2. шліфування стрічки по циліндру;
3. по головній задній поверхні.








