 2015-09-06
2015-09-06 756
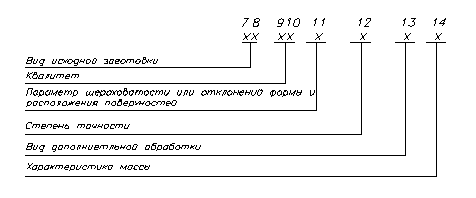
756Приняты следующие признаки технологической классификации деталей, обрабатываемых резанием:
Вид исходной заготовки:
Квалитет;
Параметры шероховатости или отклонения формы и расположения поверхностей;
Степень точности;
Вид дополнительной обработки;
Характеристика массы;
Структура и длина кодового обозначения признаков классификации.
Вид исходной заготовки
Детали по признаку «вид исходной заготовки» кодируют двумя знаками по табл. 4.2 (7 и 8-й разряды технологического кода)
В таблице кодами 10, 20. 30. 40. 50 и 60 обозначены укрупненные группировки видов заготовок а они, в свою очередь, подразделяются на более мелкие, в основном, уточняющие метод получения заготовки.
Квалитет
Детали по признаку «квалитет», кодируют двумя знаками по табл. 4.3 (9 и 10-й разряды технологического кода).
В 9-ом разряде кодируют точность размеров наружной поверхности детали. В 10-ом разряде – точность размеров внутренней поверхности детали. В обоих случаях кодирование производят по квалитету, с наименьшим полем допуска.
Классификационные группировки даны в порядке возрастания точности (чем выше код, тем точнее размеры детали и ниже номер квалитета).
Кодом 0 обозначают детали, поверхности которых не подвергают обработке резанием: детали, не имеющие внутренних поверхностей: детали у которых наружная или внутренняя поверхности являются только резьбовыми. Детали со специальными полями допусков кодируют после сопоставления, допусков, заданных в чертеже с основными отклонениями и допусками по соответствующему стандарту.
При определении наименьшего квалитета размеров наружных поверхностей у деталей – тел вращения не учитывают квалитеты:
Резьбовых поверхностей, наименьшего диаметра зубьев и шлицев, пазов и выступов, которые не являются поверхностями вращения.
При кодировании наименьшего квалитета размеров внутренних поверхностей деталей – тел вращения учитывают только точность центрального отверстия.
Параметр шероховатости или отклонения формы
и расположения поверхностей
Анализ номенклатуры деталей показывает степень важности того или иного признака для решения определенных производственных задач. Поэтому в каждом конкретном случае для одних деталей кодирование может проводится по признаку «параметр шероховатости», для других – по признаку «отклонение формы и расположения поверхностей».
Детали по признаку «параметр шероховатости» кодируют одним знаком по табл. 4.4 (11-й разряд технологического кода).
Кодируют наружные поверхности по наименьшему значению параметра шероховатости. Внутренние поверхности не кодируют. При отсутствии в чертеже требований по параметру шероховатости проставляют код 0.
Детали по признаку «отклонения формы и расположения поверхностей» кодируют по табл. 4.5 (11-й разряд технологического кода).
Соответствующий код устанавливают по наличию одного или нескольких требований в чертеже детали на отклонения формы и расположения поверхностей. При отсутствии этих требований проставляют код 0. Наличие тго или иного требования в таблице обозначают знаком «+», отсутствием – знаком «-».
Степень точности
Степень точности устанавливают на допуски формы и расположения поверхностей. Детали по признаку «степень точности» кодируют по табл. 4.6 (12-й разряд технологического кода). Таблица составлена в порядке возрастания точности, чем больше код, тем
Меньше допуск на форму и расположения поверхностей и меньше номер степени точности.
При наличии одного или нескольких требований с различной степенью точности (меньшим допуском) кодируют наименьшую степень точности.
При отсутствии требований в чертеже по данному признаку проставляют код 0.
Вид дополнительной обработки
Детали по признаку «вид дополнительной обработки» кодируют по табл. 4.7 (13-й разряд технологического кода).
Детали кодируют по наличию или отсутствию операций термической обработки, расположению этой обработки в маршруте изготовления детали и величине твердости. Получаемой после термической обработки, а так же по наличию или отсутствию металлических и неметаллических покрытий.
Характеристика массы
Детали по признаку «характеристика массы» кодируют одним таком по табл. 4 8 (14-й разряд технологического кода)
Классификационные группировки даны в порядке возрастания массы деталей








