 2015-09-06
2015-09-06 617
617Фрезерування дуже розповсюджений вид обробки металів різанням: у машинобудуванні фрезерування складає біля 15% всіх видів обробки різанням.
Фрезерними називають верстати, які застосовують при фрезеруванні плоских, фасонних гвинтових поверхонь, нарізуванні шліців різьби та зуб’їв зубчастих коліс, утворенні гвинтових канавок і т.і. Металорізальні верстати фрезерної групи та обробки металу фрезеруванням дуже розповсюджені в цехах машино- і приладобудіних-заводів і займають друге місце в парку металорізальних верстатів.
Фрезерні верстати застосовують для виготовлення деталей машин з плоскими поверхнями, пазами та виступами, різьбовим та фасонними поверхнями, шліцами, фасонними канавками тощо.
Основні види робіт, які виконуються на фрезерних верстатах:
1. Горизонтальні площини фрезерують на горизонтально-фрезерних верстатах циліндричними фрезами (рис. 1, а) і на вертикально-фрезерних верстатах – торцевими фрезами (рис. 1, б). Циліндричними фрезами доцільно обробляти горизонтальні площини шириною до 120 мм, при цьому довжина фрези повинна бути трохи більше ширини оброблюваної заготовки. У більшості випадків площини зручніше обробляти торцевими фрезами внаслідок більшої жорсткості їхнього кріплення в шпинделі та більш плавної роботи, тому що число одночасно працюючих зубів торцевої фрези більше числа зубів циліндричної фрези.
2. Комбіновані поверхні фрезерують набором фрез (рис. 7.12, з) на горизонтально-фрезерних верстатах. Точність взаємного розташування оброблених поверхонь залежить від жорсткості кріплення фрез по довжині оправки. Із цією метою застосовують додаткові опори (підвіски), причому уникають використання фрез з великим перепадом діаметрів (відношення діаметрів фрез, яке рекомендується, не більше 1,5).
3. Кутові пази фрезерують двохкутовою (рис. 1, в) або однокутовою фрезами на горизонтально-фрезерних верстатах.
4. Фасонні пази фрезерують фасоними дисковими фрезами (рис. 1, г)на горизонтально-фрезерних верстатах. Застосування фасонних фрез ефективне при обробці вузьких і довгих фасонних поверхонь. Широкі профілі обробляють набором з фасонних фрез (рис. 1, и).
5. Уступи та прямокутні пази фрезерують дисковими (рис. 1, д) і кінцевими (рис. 1, е) фрезами на горизонтально- і вертикально-фрезерних верстатах. Уступи та пази доцільніше фрезерувати дисковими фрезами, тому що вони мають більше число зубів і допускають роботу з великими швидкостями різання.
6. Закриті шпонкові пази фрезерують шпонковими фрезами (рис. 1, ж), або кінцевими (рис. 1, з) фрезами на вертикально-фрезерних верстатах а відкриті дисковими фрезами на горизонтально-фрезерних верстатах. Точність одержання шпонкового паза є важливою умовою при фрезеруванні, тому що від неї залежить характер посадки на шпонку деталей, які сполучаються із валом. Фрезерування шпонковою фрезою забезпечує одержання більш точного паза; при переточуванні по торцевим зубам діаметр шпонкової фрези практично не змінюється. Пази під сегментні шпонки фрезерують на горизонтально-фрезерних верстатах спеціальними дисковими фрезами. Заготовці повідомляють вертикальну подачу.
7. Паз типу «ластівчин хвіст» фрезерують на вертикально-фрезерному верстаті за два проходи: прямокутний паз – кінцевою фрезою, потім скоси паза – кінцевою однокутовою фрезою. Т-подібні пази які широко застосовують у машинобудуванні як верстатні пази, наприклад на столах фрезерних верстатів, фрезерують звичайно за два проходи: спочатку паз прямокутного профілю кінцевий, рідше дисковою фрезою, потім нижню частину паза – фрезою для Т-подібних пазів.
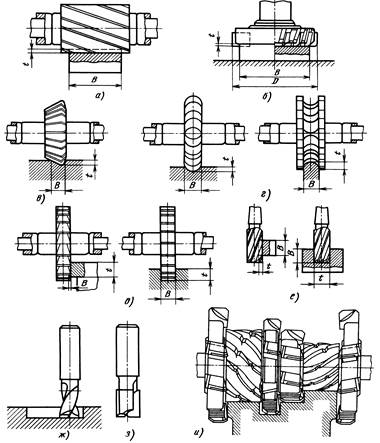
Рис. 1 - Схеми обробки поверхонь заготовок на горизонтально- і вертикально-фрезерних верстатах








