 2015-09-06
2015-09-06 5105
5105Ділильні головки являються важливим приладдям фрезерних верстатів. Які значно розширяють їх технологічні можливості. Ділильні головки використовують:
1. для встановлення вісі заготовки, яка оброблюється під необхідним кутом відносно столу верстата;
2. для періодичного повороту заготовка навколо її вісі на визначений кут (ділення на рівні частини);
3. для безупинного обертання заготовки при нарізуванні гвинтових канавок, або гвинтових зуб’їв зубчастих коліс.
Ділильні головки використовують для виготовлення інструментів (фрез, розгорток, зенкерів, мітчиків та т. ін.) а також для виготовлення деталей машин (головки болтів, гайки, пази, шліци, зубчасті муфти та т. ін..).
Ділильні головки бувають таких видів: лімбові (з ділильними дисками) – безпосередньо простого поділу, напівуніверсальні та універсальні; безлімбові (без ділильного диска) – із зубчастим планетарним механізмом і набором змінних зубчастих коліс; оптичні (для точних розподілів і контрольних операцій).
Зазвичай використовують одношпиндельні ділильні головки. Для одночасної обробки відповідно двох чи трьох заготовок іноді застосовують дво- і тришпиндельні головки. Без лімбові ділильні головки дають змогу виконувати поділ за допомогою змінних зубчастих коліс. При цьому рукоятку ділильної головки повертають на один чи декілька повних оборотів. Однак конструкція і кінематична схема безлімбових ділильних головок значно складніша, ніж лімбових.
Ділильні головки є найважливішим приладдям консольних фрезерних верстатів, які значно розширюють їх технологічні можливості. Використовують їх, по-перше, для установки осі оброблюваної заготовки під необхідним кутом до столу верстата; по-друге, для періодичного повороту заготовки навколо її осі на визначений кут (поділ на рівні та нерівні частини); по-третє, для безупинного обертання заготовки при нарізуванні гвинтових канавок і гвинтових зуб'їв зубчастих коліс. Ділильні головки використовують також при виготовленні різних інструментів (фрез, розгорток, зенкерів, мітчиків), стандарті них деталей машин (головок болтів, граней гайок, пазів і шліців на торцях зубчастих муфт) й інших деталей. Ділильні головки бувають таких видів: лімбові (з ділильними дисками) – безпосередньо для простого поділу, напівуніверсальні, універсальні; безлімбові (без ділильного диска) – із зубчастим планетарним механізмом і набором змінних зубчастих коліс; оптичні (для точних розподілів і контрольних операцій).
Зазвичай застосовують одношпиндельні ділильні головки. Для одночасної обробки відповідно двох чи трьох заготовок іноді застосовують дво- і тришпиндельні головки. Безлімбові ділильні головки дають змогу виконувати поділ за допомогою змінних зубчастих коліс. При цьому рукоятку ділильної головки повертають на один чи декілька повних обертів. Однак конструкція і кінематична схема безлімбових ділильних головок значно складніша, ніж лімбових.
Розглянемо найпоширеніші види ділильних головок.
• Головки безпосереднього поділу. При виконанні багатьох фрезерних робіт, пов'язаних із безпосереднім поділом, більш продуктивними й економічними є головки, за допомогою яких здійснюється тільки безпосередній поділ.
Ділильна головка з відліком кута повороту шпинделя за диском, що має 12 поділок, і, отже, допускає поділ на 2; 3; 4; 6 і 12 рівних частин, показана на рис. 12. У корпусі 6 головки обертається шпиндель, на правий кінець якого надіто повідковий патрон 7. Центр 8 вставлено у шпиндель головки. На лівий кінець встановлено диск 4 з 12-ма прорізами. Гайка 2 слугує для регулювання зазору в підшипниках шпинделя. Обертання здійснюється за допомогою рукоятки 3.
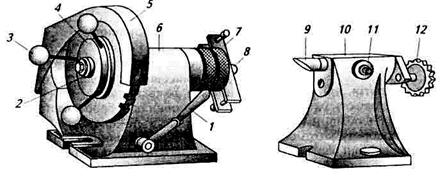
Рис. 12 - Ділильна головка безпосереднього поділу
Кут повороту шпинделя відраховують за диском 4, який встановлюють у необхідне положення стопорним важелем. Кожух 5 слугує для захисту головки від стружки та бурду. Задня бабка 10 підтримує другий кінець заготовки. Центр 9 задньої бабки може переміщатися в поздовжньому напрямі за допомогою маховичка 12 і закріплюється гвинтом 11 у необхідній позиції. Подібні головки застосовують при вертикальному розташуванні шпинделя.
• Головки простого поділу. Ділильними головками простого поділу називаються такі, у яких відлік виконується по нерухомому ділильному диску, а поділ – рукояткою, зв'язаною зі шпинделем ділильної головки через черв'ячну передачу.
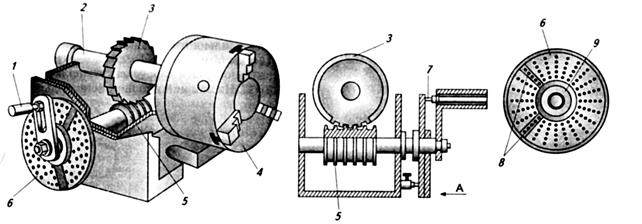
Рис. 13 - Просторова кінематична схема ділильної головки простого поділу:
1 – рукоятка; 2 – шпиндель ділильної головки; 3 – черв'ячне колесо (z - 40);
4 – трикулачковий патрон; 5 – однозаходний черв'як (k = 1); 6 – ділильний диск;
7 – защіпка; 8 –розсувні ніжки сектора; 9 – гвинт
Просторова кінематична схема головки простого поділу показана на рис. 13. Зазвичай у ділильних головках простого поділу черв'ячне колесо має 40 зуб'їв, а черв'як – однозахідний. Отже, щоб шпиндель головки зробив один оберт, рукоятці (черв'яку) треба надати 40 обертів, для одержання половини оберту – 20 обертів. Число обертів рукоятки, необхідне для повороту шпинделя ділильної головки на один оберт, називається характеристикою ділильної головкиі позначається буквою N. Число обертів п рукоятки головки, необхідне для одержання поділу фрезерованої заготовки на z частин, знаходять за формулою п = N/z.
Оптичні ділильні головки. Ці головки застосовують для виконання особливо точних робіт, а також для перевірки правильності виконання поділу. За стандартом (ГОСТ 9016-77) встановлено такі типи оптичних ділильних головок: ОДГ-2 – з ціною поділки 2"; ОДГ-5 – з ціною поділки 5"; ОДГ-10 – з ціною поділки 10" та ОДГ-60 – з ціною поділки 60". Для усіх головок найбільший діаметр виробу, що закріплюється в центрах, становить 250 мм. Загальний вигляд і розріз по шпинделю оптичної ділильної головки ОДГ-60 наведено на рис. 14. Зовні головка нагадує механічну. Складається вона з корпусу 4, що закріплюється на столі верстата, і шпинделя 11, встановленою на підшипниках 10 і 13 у поворотній частині 3 головки. Черв'ячне колесо 8 приводить до обертання черв'як 12, сполучений з маховичком 1. Черв'ячне колесо 8, а отже і шпиндель, можуть бути закріплені в необхідному положенні рукояткою 2, сполученою з притискною шайбою 9. Черв'як 12 і черв'ячне колесо 8 слугує тільки для повороту шпинделя, їх похибки не впливають на точність роботи головки. Один кінець валика з черв'яком розташований у ексцентриковій втулці 7, що дає змогу опускати валик із черв'яком униз і, розчепивши черв'як із черв'ячним колесом шпинделя, швидко вручну повертати шпиндель головки.
Усередині корпусу головки знаходиться шкала, розділена на 360°. Зверху головки розташований окуляр 5 з мікроскопом, в оптичній системі якого є нерухома шкала 6, розподілена на 60 частин з ціною поділки 1°. Ці поділки видно в окулярі настільки чітко, що за наявності певного досвіду за ними можна вести відлік з точністю до 1/4 хвилини.
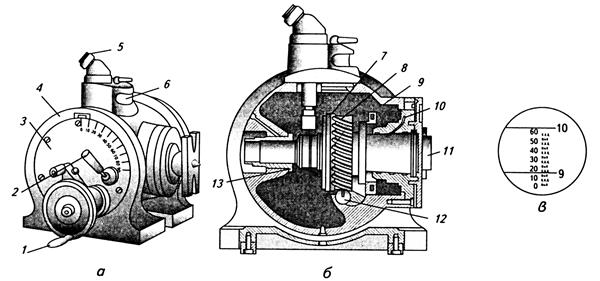
Рис. 14. Оптична ділильна головка ОДГ-60:
а – загальний вигляд; б – розріз за шпинделем; в – поле зору окуляра
Поле зору окуляра мікроскопа з відліком поділки кута 9° показано на рис. 14, в. Поворот шпинделя головки на необхідне число градусів і хвилин виконується за допомогою маховичка, а остаточна точна установка шпинделя – повільним поворотом накатної головки (на рисунку не вказана) через пару конічних зубчастих коліс, сполучених із маховичком 1. Кут повороту (в градусах) шпинделя визначається так само, як і при безпосередньому поділі із застосуванням механічної головки, а саме за формулою  = 360°/z Якщо заданий крок поділів виміряно за окружністю визначеного діаметра, то кут повороту визначають за формулою = Р · 360°/
= 360°/z Якщо заданий крок поділів виміряно за окружністю визначеного діаметра, то кут повороту визначають за формулою = Р · 360°/  · D де D – діаметр окружності заготовки (за якою задається крок поділу), мм; Р – коловий крок поділок, мм.
· D де D – діаметр окружності заготовки (за якою задається крок поділу), мм; Р – коловий крок поділок, мм.
У разі використання головки варто враховувати те, що кути послідовних поворотів додаються: це призводить до необхідності попереднього складання повної таблиці кутів для усіх поворотів шпинделя головки. Так, при поділі на z=51 таблиця має містити 50 рядків (1-й поворот – 1 = 7°03'32"; 2-й – 2 =4°07'04" і т. д.).
• Універсальні ділильні головки. За основний розмір ділильних головок прийнято найбільший діаметр оброблюваної заготовки.За стандартом головки мають шість типорозмірів: 160, 200, 250, 320, 400 і 500 мм.
Кожному розміру верстата (за шириною столу) має відповідати визначений типорозмір ділильної головки. Так, для консольних фрезерних верстатів із шириною столу 320 мм рекомендується ділильна головка з D = 250 мм, а до фрезерних верстатів із шириною столу 400 мм - головка УДГ-320 і т. д.
Універсальна ділильна головка показана на рис. 15. На чавунній основі 20 із стяжними дугами 9 встановлено корпус 10. Послабивши гайки, можна повертати корпус на кут, що визначається за шкалою і ноніусом 12. На опорній площині основи ділильної головки є два паралельних до шпинделя сухарі, призначені для встановлення головки в пази стола фрезерного верстата. У корпусі розташований шпиндель з наскрізним отвором, який має вигляд конуса Морзе. На одному з них встановлюють центр 21, на іншому – оправку диференціального поділу.
На передньому кінці шпинделя знаходиться різьба і центруючий поясок 7 для кріплення трикулачкового самоцентрувального чи повідкового патрона. На буртику шпинделя встановлено лімб 8 безпосередньо поділу з 24-ма отворами. В середній частині шпинделя розміщене черв'ячне колесо з коловою виточкою на торці, в яку входить кінець зажима 11. Обертання до колеса надходить від черв'яка, розташованого в ексцентриковій втулці. Поворотом втулки рукояткою черв'як зчеплюється або розчеплюється з колесом.
Ділильний диск знаходиться на валу, змонтованому в підшипниках ковзання, що встановлені у кришці 19. Фіксується кришка на корпусі 10 центруючою розточкою і нерухомо кріпиться до основи. До ділильного диска пружиною притиснутий розсувний сектор 18, що складається з лінійок 14 і затискного гвинта 13, який фіксує лінійки, установлені під необхідним кутом. Пружинна шайба запобігає самочинному повороту сектора.
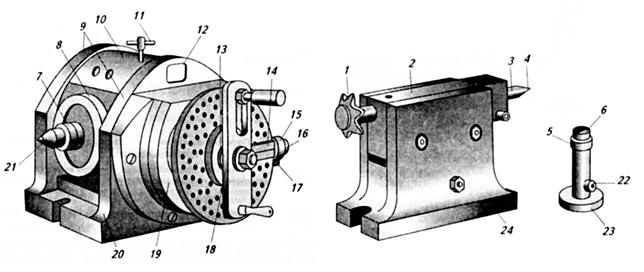
Рис. 15 - Універсальна ділильна головка
Вал 16 механічного привода від станка змонтований у підшипниках ковзання і розташований у втулці 15, яка закріплена на кришці 19. На кінці вала розміщене конічне зубчасте колесо, що постійно зчеплене з конічним зубчастим колесом, яке насаджено на вал ділильного диска. Необхідне положення цього диска фіксується стопором 17. Центр задньої бабки можна переміщувати в горизонтальному і вертикальному напрямах.
У комплект ділильної головки входить задня бабка, в основі 24 якої розташований корпус 2, з'єднаний з рейкою штифтом. Обертанням головки зубчастого вала можна переміщати корпус вгору і повертати відносно осі штифта. У необхідному положенні задня бабка кріпиться на столі верстата болтами і гайками. Піноль 3 із напівцентром 4 переміщується при обертанні маховичка 1, закріпленого на гвинті.
На опорній площині основи є два напрямні сухарі, вивірені щодо осі пінолі, які забезпечують збіг центрів ділильної головки і задньої бабки при встановленні їх на столі верстата. Люнет, що входить у комплекс, слугує додатковою опорою при обробці нежорстких заготовок. У корпусі 23 люнета розташований гвинт, що переміщається за допомогою гайки 5 і має призматичну головку 6. Гвинт з призмою в заданому за висотою положенні закріплюють стопорним гвинтом 22. Напівуніверсальна ділильна головка за будовою аналогічна універсальній.








