 2015-09-06
2015-09-06 1514
1514Тема занятия:
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ. ПРОЦЕСС ШЛИФОВКИ И ПОЛИРОВКИ.
Форма организации учебного процесса: практическое занятие.
Значение изучения темы: Различные ортопедические аппараты, в том числе зубные, челюстно-лицевые протезы требуют тщательной отделки для придания им гладкой, полированной блестящей поверхности. Помимо удобства и эстетики, это повышает гигиенические качества аппарата, удаление остатков пищи из зубного налета. Гладкая поверхность пластмассовых и комбинированных протезов лучше противостоит процессам набухания, старение разрушение а процессе перепада температур и воздействия продуктов жизнедеятельности. Абразивные материалы – мелкозернистые материалы высокой твердости (корунд, электрокорунд, карборунд, наждак алмаз и др), употребляемые для обработки полирования, заточки и доводки поверхностей из металлов, полимеров, дерева, камня и тд.
Поверхность зубного протеза обрабатывают сначала напильниками, шаберами, штихилями, точильными камнями. За этой грубой обработкой следует шлифовка, т.е. заглаживание оставшихся трасс (следов) наждачными бумагой или полотном. После окончательной отделки (полировки) изделие приобретает блестящую поверхность.
Цели обучения:
Общая цель.
Формирование у студентов общекультурных и профессиональных компетенций:
способность и готовность к логическому и аргументированному анализу, к публичной речи, ведению дискуссии и полемики, к редактированию текстов профессионального содержания, к осуществлению воспитательной и педагогической деятельности, к сотрудничеству и разрешению конфликтов, к толерантности (ОК-5);
способностью и готовностью осуществлять свою деятельность с учетом принятых в обществе моральных и правовых норм, соблюдать правила врачебной этики, законы и нормативные правовые аспекты по работе с конфиденциальной информацией, сохранять врачебную тайну (ОК-8);
способностью и готовностью к формированию системного подхода к анализу медицинской информации, опираясь на всеобъемлющие принципы доказательной медицины, основанной на поиске решений с использованием теоретических знаний и практических умений в целях совершенствования профессиональной деятельности (ПК-3);
способностью и готовностью анализировать результаты собственной деятельности для предотвращения врачебных ошибок, осознавая при этом дисциплинарную, административную, гражданско – правовую, уголовную ответственность (ПК-4);
способностью и готовностью к работе с медико-технической аппаратурой, используемой в работе с пациентами, владеть компьютерной техникой, получать информацию из различных источников, работать с информацией в глобальных компьютерных сетях; применять возможности новых современных информационных технологий для решения профессиональных задач (ПК-9).
Учебная цель:
- знать разновидности абразивных инструментов;
- уметь производить шлифовку и полировку ортопедических конструкций,
- владеть алгоритмом работы с абразивными инструментами.
План изучения темы:
Контроль исходного уровня знаний.
Самостоятельная работа по теме:
- курация больных;
- заполнение историй болезни;
- разбор курируемых больных.
Итоговый контроль знаний:
- ответы на вопросы по теме занятия;
- решение ситуационных задач, тестовых заданий по теме.
Основные понятия и положения темы:
В соответствии с ГОСТ абразивные инструменты изготавливают в виде кругов (дисков), головок, брусков, сегментов. Алмазные круги отличаются от других абразивных инструментов по своему устройству. Конструкционную основу их составляет металлический каркас, на который наносится слой алмазных зерен, укрепляемых на металле связующим веществом или гальванопластикой никеля.
Инструменты могут иметь различные размеры, форму, вид абразивного материала, связку, структуру, зернистость и другие показатели. Различаются они также по прочности, твердости, термо- и влагоустойчивости.
Важной характеристикой абразивного инструмента является его твердость. Она определяется способностью связки удерживать абразивные зерна при действии на них внешних нагрузок. ГОСТ предусмотрены следующие обозначения твердости кругов: М — мягкий, СМ — средне-мягкий, С — средний, СТ — средне-твердый, Т — твердый, ВТ — весьма твердый, ЧТ — чрезвычайно твердый.
Структурные различия шлифовальных кругов зависят от соотношения абразивного зерна, связующего вещества и добавок. Увеличение номера шлифовального круга обозначает уменьшение содержания абразивных зерен.
В промышленности абразивные инструменты имеют обозначения — маркировку, дающую полную характеристику инструмента. В качестве примера разберем маркировку
КЧ40СТ1К5 ПП200Х 32X32 30 м/с. Расшифровав обозначения, получим следующие сведения: шлифовальный круг изготовлен из черного карбида кремния зернистостью 40, средне-твердый (СТ1), на керамической связке со структурой № 5, плоской формы прямого профиля с наружным диаметром 200 мм, высотой 32 мм, диаметром отверстия 32 мм. Скорость вращения не более 30 м/с.
Пример маркировки алмазного круга: АЧКЮО-8-32-АСО12-Б1-50-1200-1978-ТЗАИ. АЧКЛОО — алмазный круг чашечный, конический, с наружным диаметром 100 мм, 8 — ширина алмазного слоя (мм), 32 — диаметр посадочного отверстия (мм), АС012 — алмаз синтетический обычный с зернистостью 12, Б1 — бакелитовая связка, 50 — концентрация алмаза, 1200 — номер круга, 1978 — год изготовления, ТЗАИ — Томилинский завод алмазных инструментов.
Процесс шлифования, выбор инструмента
Шлифующее действие абразивного инструмента является результатом суммарного режущего действия зерен абразива, находящихся в непосредственном контакте с обрабатываемой поверхностью. Каждое зерно абразивного материала при движении по поверхности изделия своими острыми ребрами и кромками срезает часть материала, оставляя за собой шлифовальную борозду. Прочное удерживание зерен на поверхности шлифующего инструмента определяется характером связующего материала. Зерна могут выкрашиваться, при отколах частей менять свою форму и обнажать новые режущие элементы. Такой процесс приводит к убыли абразивного материала и обновлению шлифующей поверхности инструмента. Это явление носит название «самозатачивание». Целесообразность его очевидна. Отсутствие самозатачивания привело бы к постепенному уменьшению и даже прекращению шлифующего действия инструмента, возрастанию трения и повышения температуры в зоне шлифования. Для получения высокого эффекта при шлифовании существенное значение имеет выбор инструмента. Наиболее важную роль играют его твердость и структура. При шлифовании очень твердых материалов нецелесообразно использовать твердые круги. Применение их приводит к быстрому притуплению режущих кромок в 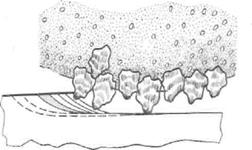
Схема режущего действия зерен абразивного инструмента.
недостаточному самозатачиванию поверхности. В этих случаях рекомендуются мягкие круги. Например, закаленная сталь должна шлифоваться менее твердыми кругами, чем незакаленная. При обработке мягких материалов (медь, латунь, бронза) необходимо иметь в виду способность их «засаливать» рабочую поверхность круга. Под засаливанием понимают прилипание стружки мягкого металла к поверхности круга, заполнение стружкой неровностей его поверхности. Для обработки подобных материалов применяют мягкие круги, шлифующая поверхность которых легко обновляется.
Алмазные шлифующие инструменты выпускаются промышленностью в большом ассортименте для использования в клиниках и зуботехнических лабораториях,
Алмазные головки имеют шаровидную, цилиндрическую, коническую, дисковую, чечевицевидную форму. Диаметр их от 0,8 до 6 мм. Алмазные круги выпускаются плоские и тарельчатые с одно-, дву- и трехсторонним покрытием, диаметром от 12 до 20 мм. Карборундовые инструменты используются для проведения различных шлифующих операций в клинике и зуботехнических лабораториях. Этот вид инструментов наиболее разнообразен по форме, размерам и другим показателям. Наибольшее распространение находят карборундовые инструменты с керамической и вулканитовой связками.
Выбор шлифующего инструмента зависит от физических свойств обрабатываемого предмета. Так, для обработки твердых сплавов (типа КХС) целесообразно использовать инструменты из монокорунда на керамической связке. Для обработки нержавеющей стали, сплавов на основе золота, палладия применяются абразивные инструменты, изготовленные из электрокорунда белого или монокорунда с зернистостью № 100—120 на керамической связке. Круги могут иметь диаметр 18—20 мм для бормашин и 150 мм для шлифмашин. Шлифование (препарирование) коронок естественных зубов производится абразивными инструментами из черного или зеленого карбида кремния с зернистостью от № 100 до 220 на керамической связке. Обработка фарфора и других видов керамики проводится также инструментами из зеленого или черного карборунда с зернистостью от № 90 до 120 или алмазными на больших скоростях и хорошо центрированными.
Пластмассовые протезы обрабатываются крупнозернистыми абразивными инструментами из зеленого или черного карбида кремния с зернистостью от № 36 до 46 на керамической основе.
Сепарацию естественных зубов, препарирование апроксимальных поверхностей, шлифовку пломб и вкладок проводят сепарационными дисками. Они бывают вулканитовыми, металлическими, бумажными и алмазными на основе никеля, осажденного гальваническим способом.
Вулканитовые диски изготавливаются из черного или зернистого зеленого карбида кремния с зернистостью № 150—220 на вулканитовой связке. Металлические диски состоят из стального круга, на котором зерна карбида кремния № 180 укреплены бакелитовым лаком. На поверхность бумажных дисков после пропитки их лаком наносят зерна электрокорунда или карбида кремния.
Для мягкой шлифовки металлических изделий применяются эластичные круги, изготавливаемые из корунда на вулканитовой связке.
Тонкая шлифовка металлических протезов на шлифмашинах проводится эластичными кругами из электрокорунда нормального с зернистостью № 150—180 на вулканитовой связке. Диаметр круга 150 мм, высота 8 мм, внутреннее отверстие диаметром 10 мм.
Для резки металлов используются прорезные круги. Их делают из нормального электрокорунда или карбида кремния (черного, зеленого) на вулканитовой связке. Наружные диаметры таких кругов могут быть от 42 до 150 мм. При шлифовании пластмассовых протезов абразивный материал может использоваться в виде кашицеобразной массы в смеси с водой. Эту массу наносят на специальные приспособления, укрепленные на конусовидном наконечнике шлифмотора. Шлифовальные приспособления изготавливают из войлока или фетра. Их называют фильцами. Фильцы бывают различных форм и позволяют производить шлифовку сильно искривленных поверхностей.
Широко используются с этой же целью шлифовальные волосяные щетки. При вращении фильца или щетки к их поверхности прикасаются зубным протезом и под действием шлифующей массы происходит мягкая шлифовка его поверхности.
Полировочные средства
Процесс полирования принципиально не отличается от шлифования: под действием абразивных зерен с обрабатываемой поверхности снимается слой материала. Полирование проводится с целью придания поверхности изделия зеркальной гладкости, в связи, с чем зерна абразивного материала должны быть очень мелкими. Полированием нельзя устранить значительные неровности, поэтому полированию всегда предшествует шлифование. Полирование проводится на более высоких скоростях, чем шлифование. Полирование съемных и несъемных протезов проводит зубной техник в специально оборудованном помещении. Врач-стоматолог проводит полирование в полости рта пломб, вкладок, а при необходимости и других несъемных протезов после их фиксации на опорных зубах.
Полировочные абразивы отличаются очень большой степенью дисперсности. Хорошими полирующими свойствами обладают окись хрома, окись железа, мелкодисперсные мел и гипс, нашедшие применение при полировании зубных протезов.
Окись хрома Сг203. Представляет собой зеленый порошок кристаллического строения. Кристаллы в виде многогранников имеют большую прочность и твердость. Применяется в полировочных пастах, используемых для полировки твердых сплавов (нержавеющая сталь, кобаль-тохромовые сплавы).
Окись железа Fe203. Это порошок буровато-красного цвета; Кристаллы окиси железа по прочности уступают окиси хрома. Под названием «крокус» окись железа используется в пастах для полирования сплавов на основе золота, серебра, палладия. Применение окиси железа для полирования нержавеющей стали нежелательно, так как это создает условия для ее коррозии.
Полировочные пасты приготавливают из перечисленных абразивных материалов. Они представляют собой композиции, состоящие из абразивов, поверхностно-активных и смачивающих веществ, к которым относятся парафин, стеарин, воск, вазелин, сало и подобные им вещества.
Паста на основе окиси хрома содержит от 74 до 81% окиси хрома, а также стеарин, расщепленный жир, керосин, силикагель и ряд других компонентов.
Государственным оптическим институтом разработаны три вида пасты: грубая, средняя, тонкая. Они различаются по способности снимать слой поверхности (в микронах) при одинаковом режиме полирования.
Паста на основе окиси железа (крокус) состоит из окиси железа (около 50%), олеина, стеарина и парафина.
Пасты подобного назначения выпускаются многими фирмами. Так, например, фирма “Шулер-Дентал” (Германия) производит целую гамму полировочных паст в виде брусков:
. белая паста — для полировки каркасов протезов из сплавов золота, неблагородных сплавов и доведения их поверхности до зеркального блеска;
— желтая паста — для предварительной полировки каркасов из твердых благородных сплавов;
— розовая паста — для предварительной полировки изделий из кобальтохромовых сплавов;
— зеленая паста — для доведения до зеркального блеска изделий из кобальтохромовых сплавов;
— бежевая паста — универсальная, для полирования пластмассовых изделий.
Аналогичные полировочные пасты для сухой полировки изделий из благородных и неблагородных сплавов и пластмассы в разной цветовой гамме выпускает фирма “Бего” (Германия). Этой же фирмой для полировки самых твердых сплавов металлов и керамики рекомендуется алмазная полировочная паста Диапол, которая поставляется в специальном дозирующем шприце.
Она особенно необходима в ситуациях, когда в керамике требуется полировать сошлифованные места, а обжиг уже не проводится. Материал очень экономичен в употреблении: на одну металлокерамическую коронку или зуб расходуется не более 3 мм пасты. Паста Хай-Лайт производства фирмы “Ренферт” (Германия) поставляется в шприце для шлифования фарфора внутри полости рта.
Для полирования изделий, не обладающих большой твердостью, могут быть применены гипс и мел. Эти материалы должны быть высоко дисперсны. С этой целью их тщательно измельчают до состояния пудры. Полирование проводится с помощью нитяных щеток. Кроме этих паст Харьковский завод медицинских пластмасс и стоматологических материалов выпустил специальную полирующую жидкость для очень тонкой полировки пластмасс «Полироль».
Исходный тестовый контроль:
Вариант 1
1). Процесс обработки изделий для получения гладкой зеркальной поверхности называется:
1) отделкой;
2) обработкой;
3) шлифовкой;
4) полировкой.
2). Полировку зубных протезов осуществляет:
1) врач-стоматолог ортопед;
2) ассистент врача;
3) медицинская сестра;
4) зубной техник.
3). К полировочным абразивам, применяемым в зубопротезной технике,
относятся:
1) пемза;
2) алмазная крошка;
3) оксид хрома;
4) верно а, б, в.
4). Полировка ортопедических изделий производится:
1) нитяными и волосяными щетками;
2) наждачной бумагой;
3) пемзой;
4) резиновыми кругами.
5). Паста ГОИ имеет степень зернистости:
1) тонкую;
2) среднюю;
3) грубую;
4) верно а, б, в.
6). Высшие сорта корунда применяются для:
1) шлифовки пластмассовых изделий;
2) шлифовки прочных сталей;
3) шлифовки керамических конструкций;
4) верно а, б, в.
7). Наждачный порошок используют для изготовления:
1) алмазных боров;
2) алмазных дисков;
3) шлифовальных камней;
4) наждачной бумаги.
8). Для процесса шлифования в качестве водной суспензии используют:
1) корунд;
2) электрокорунд;
3) пемзу;
4) карборунд.
9). Для грубой шлифовки используются абразивы с величиной зерна:
1) 0,15—0,75 мм;
2) 1,5—2 мм;
3) 2,5 – 3 мм;
4) 3 – 3,5 мм.
10). По степени зернистости абразивные материалы делятся на:
1) низкой степени зернистости;
2) средней степени зернистости;
3) макропорошок;
4) микропорошок.
Вариант 2
1). Методы полировки пластмассовых изделий подразделяются на:
1) физические;
2) химические;
3) механические;
4) полимеризационные.
2). Полировка зубных протезов осуществляется в:
1) кабинете врача-стоматолога ортопеда;
2) кабинете врача-стоматолога ортодонта;
3) зуботехнической лаборатории;
4) литейной.
3). К полировочным абразивам, применяемым в зубопротезной технике,
относятся:
1) пемза;
2) алмазная крошка;
3) мел;
4) верно а, б, в.
4). Полировка ортопедических изделий производится:
1) войлочными, матерчатыми, кожаными кругами (конусами);
2) наждачной бумагой;
3) пемзой;
4) резиновыми кругами.
5). Для полировки самых твердых сплавов металлов и керамики рекомендуется использовать:
1) пасту ГОИ;
2) Диапол;
3) Хай-Лайт;
4) Полипаст.
6). Естественный корунд используют для изготовления:
1) алмазных боров;
2) алмазных дисков;
3) шлифовальных камней;
4) наждачной бумаги.
7). Наждачную бумагу и диски применяют для:
1) шлифования металлических протезов;
2) шлифования пластмассовых протезов;
3) шлифования керамических протезов;
4) верно а, б, в.
8). Для изготовления шлифовальных кругов используется связка:
1) бакелитовая;
2) вулканитовая;
3) керамическая;
4) верно а, б, в.
9). Для процесса шлифования в качестве водной суспензии используют:
1) корунд;
2) электрокорунд;
3) наждак;
4) карборунд.
10). По степени зернистости абразивные материалы делятся на:
1) низкой степени зернистости;
2) средней степени зернистости;
3) высокой степени зернистости;
4) шлифпорошок.
Вариант 3
1). Полировка ортопедических изделий производится:
1) нитяными и волосяными щетками;
2) наждачной бумагой;
3) пемзой;
4) резиновыми кругами.
2). К полировочным абразивам, применяемым в зубопротезной технике,
относятся:
1) пемза;
2) алмазная крошка;
3) оксид железа;
4) верно а, б, в.
3). Крокусом называют:
1) оксид железа;
2) оксид хрома;
3) мел;
4) гипс.
4). Паста Хай-Лайт производства фирмы “Ренферт” (Германия) предназначена для:
1) полирования изделий из золота;
2) полирования фарфора внутри полости рта;
3) полирования изделий из пластмассы;
4) полирования изделий из КХС.
5). Бежевая полировочная паста фирмы “Шулер-Дентал” (Германия) предназначена для:
1) полировки каркасов протезов из сплавов золота;
2) для предварительной полировки каркасов из твердых благородных сплавов;
3) предварительной полировки изделий из кобальтохромовых сплавов;
4) полирования пластмассовых изделий.
6). Естественный корунд используют для изготовления:
1) алмазных боров;
2) алмазных дисков;
3) порошка для шлифования;
4) наждачной бумаги.
7). Карборунд применяется для изготовления:
1) алмазных боров;
2) алмазных дисков;
3) шлифовальных кругов и дисков;
4) наждачной бумаги.
8). Для процесса шлифования в качестве водной суспензии используют:
1) корунд;
2) электрокорунд;
3) пемзу;
4) карборунд.
9). По степени зернистости абразивные материалы делятся на:
1) низкой степени зернистости;
2) средней степени зернистости;
3) высокой степени зернистости;
4) шлифзерно.
10). Наиболее часто при шлифовке используются абразивы с величиной зерна:
1) 0,15—0,75 мм;
2) 1,5—2 мм;
3) 2,5 – 3 мм;
4) 3 – 3,5 мм.
Итоговый тестовый контроль:
Вариант 1
1). В соответствии с ГОСТ абразивные инструменты изготавливают в виде:
1) боров;
2) фрез;
3) напильников;
4) головок.
2). Важной характеристикой абразивного инструмента является:
1) твердость;
2) пластичность;
3) эластичность;
3). Алмазные головки имеют форму:
1) чичевицевидную;
2) цилиндрическую;
3) коническую;
4) верно а, б, в.
4) Для шлифовки твердых сплавов (типа КХС) целесообразно использовать инструменты из:
1) электрокорунда;
2) монокорунда на керамической связке;
3) карборунда на керамической связке;
4) верно а, б, в.
5). Шлифование (препарирование) коронок естественных зубов производится абразивными инструментами из:
1) зеленого карбида кремния на керамической связке;
2) электрокорунда белого;
3) монокорунда на керамической связке;
4) верно а, б, в.
6). Пластмассовые протезы обрабатываются крупнозернистыми абразивными инструментами:
1) черного карбида кремния на керамической связке;
2) электрокорунда белого;
3) зеленого карбида кремния на керамической связке;
4) верно а и в.
7). Процесс полирования может осуществляться методами:
1) физическим;
2) химическим;
3) механическим;
4) верно а, б, в.
8). Шлифовальные инструменты изготовленные из войлока или фетра называют:
1) боры;
2) фрезы;
3) напильники;
4) фильцы.
9). Для полирования изделий, не обладающих большой твердостью, могут быть применены:
1) гипс и мел;
2) фрезы;
3) напильники;
4) фильцы.
10). «Крокус» используется в пастах для полирования:
1) сплавов на основе КХС;
2) сплавов на основе золота, серебра, палладия;
3) сплавов на нержавеющей стали;
4) керамических конструкций.
Вариант 2
1). В соответствии с ГОСТ абразивные инструменты изготавливают в виде:
1) боров;
2) фрез;
3) напильников;
4) брусков.
2). При обработке мягких материалов рабочая поверхность абразивного инструмента подвергается:
1) самозатачиванию;
2) засаливанию;
3) притуплению;
4) остается исходной.
3). Алмазные головки имеют форму:
1) чичевицевидную;
2) дисковую;
3) коническую;
4) верно а, б, в.
4). Для шлифовки нержавеющей стали, сплавов на основе золота, палладия применяются абразивные инструменты, изготовленные из:
1) электрокорунда белого;
2) монокорунда на керамической связке;
3) карборунда на керамической связке;
4) верно а, б.
5). Шлифование (препарирование) коронок естественных зубов производится абразивными инструментами из:
1) черного карбида кремния на керамической связке;
2) электрокорунда белого;
3) зеленого карбида кремния на керамической связке;
4) верно а и в.
6). Полирование съемных и несъемных протезов проводит:
1) врач – ортопед;
2) медицинская сестра;
3) зубной техник;
4) ассистент врача.
7). Важной характеристикой абразивного инструмента является:
1) твердость;
2) пластичность;
3) эластичность;
8). Мягкую шлифовку пластмассовых изделий можно осуществить с помощью:
1) боров;
2) фрез;
3) напильников;
4) фильцев.
9). Для полирования изделий, не обладающих большой твердостью, используют:
1) пуховки;
2) фрезы;
3) напильники;
4) фильцы.
10). Для полировки твердых сплавов таких как нержавеющая сталь, кобальтохромовые сплавы используют пасты на основе:
1) мела;
2) гипса;
3) оксида железа;
4) оксида хрома.
Вариант 3
1). Алмазные головки имеют иметь форму:
1) шаровидную;
2) цилиндрическую;
3) коническую;
4) верно а, б, в.
2). В соответствии с ГОСТ абразивные инструменты изготавливают в виде:
1) боров;
2) фрез;
3) напильников;
4) кругов.
3). Шлифование (препарирование) коронок естественных зубов производится абразивными инструментами из:
1) черного карбида кремния на керамической связке;
2) электрокорунда белого;
3) монокорунда на керамической связке;
4) верно а, б, в.
4). Обработка фарфора и других видов керамики проводится инструментами:
1) черного карбида кремния на керамической связке;
2) алмазными борами на больших скоростях;
3) зеленого карбида кремния на керамической связке;
4) верно а, б, в.
5). Сепарацию естественных зубов, препарирование апроксимальных поверхностей, шлифовку пломб и вкладок проводят:
1) фрезами;
2) напильниками;
3) фильцами;
4) сепарационными дисками.
6). Для мягкой шлифовки металлических изделий применяются:
1) сепарационные диски;
2) эластичные круги;
3) фильцы;
4) фрезы.
7). Процесс обработки изделий для получения гладкой зеркальной
поверхности называется:
1) обработка;
2) отделка;
3) шлифовка;
4) полировка.
8). Мягкую шлифовку пластмассовых изделий можно осуществить с помощью:
1) боров;
2) фрез;
3) напильников;
4) волосяных щеток.
9). Для очень тонкой полировки пластмасс используется:
1) жидкое средство «Полироль»;
2) паста Хай-Лайт;
3) паста Диапол;
4) верно а, б, в.
10). «Крокус» называется полировочная паста на основе:
1) мела;
2) гипса;
3) оксида железа;
4) оксида хрома.
В отделение ортопедической стоматологии обратилась пациентка П. с жалобами на отсутствие зубов. Пациентке показано изготовление металлопластмассового мостовидного протеза.
1. Подберите материал для препарирования опорных зубов пациентке?
2. К какой группе материалов относится выбранный вами материал?
3. К какой группе абразивных инструментов следует отнести выбранные вами инструменты?
Вопросы для самоподготовки.
1. Что такое абразивные инструменты?
2. Какие абразивные инструменты применяются в ортопедической стоматологии?
3. Что такое шлифование?
4. Какие абразивные инструменты применяются для шлифования ортопедических конструкций?
5. Что такое полирование?
6. Какие абразивные инструменты применяются для полирования ортопедических конструкций?
7. Какие полировочные пасты Вам известны?
Перечень практических умений:
Произвести шлифовку и полировку ортопедических конструкций.








