 2015-09-06
2015-09-06 694
694Шероховатость поверхности – это совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины.
ГОСТ 2789-73 устанавливает шесть основных параметров шероховатости, регламентирующих неровности на базовой длине по высоте, шагу и относительной опорной длине профиля. Из них параметр R а является предпочтительным. Числовые значения параметров шероховатости стандартизованы и выбираются в зависимости от эксплуатационных свойств поверхности детали и определяются методами обработки.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Обозначения шероховатости проставляются на всех поверхностях изделия, выполняемых по чертежу, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Для обозначения шероховатости применяется условный знак (рисунок 5.4) с указанием параметров и способа обработки.
При применении знака без указания параметра и способа обработки его изображают без полки 1.
 1 2 1 – полка знака;
1 2 1 – полка знака;
2 – способ обработки поверхности
и (или) другие дополнительные
3 указания;
3 – Параметр шероховатости по

 ГОСТ 2789-73;
ГОСТ 2789-73;
4 – Условное обозначение направ-
4 ления неровностей
Рисунок 5.4 – Условный знак обозначения шероховатости поверхности
Знаки обозначения шероховатости должны острием касаться обрабатываемой поверхности и быть направлены к ней со стороны обработки. Знак обозначения шероховатости имеет следующие размеры (рисунок 5.5).
Условное обозначение направления неровностей приводят на чертеже при необходимости. Направление неровностей поверхности обозначается под знаком шероховатости на позиции 4 (рисунок 5.4) условным обозначением, приведенным в таблице 5.1.
 |
Н Н = (1,5…2) h;
h aa = 60о
a
Рисунок 5.5 – Размеры условного знака
Таблица 5.1 – Направление шероховатостей поверхности
| Типы направлений неровностей | Обозначение на чертеже | Схематическое изображение | Пояснение |
| Параллельное | 
| 
| Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Перпендикулярное | 
| 
| Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Перекрещивающееся | 
| 
| Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Произвольное |
| 
| Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Кругообразное |
| 
| Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
| Радиальное |
| 
| Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
Обозначение шероховатости:

 R а 0,4 Rz 50
R а 0,4 Rz 50
Указание необходимого вида обработки:
Полировать
Допускается при недостатке места располагать обозначение шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию (рисунок 5.6).
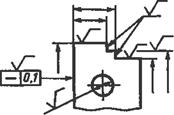
Рисунок 5.6 – Обозначение шероховатости при недостатке места на чертеже
 |
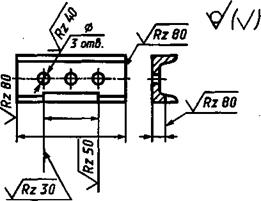
Рисунок 5.7 – Пример обозначения шероховатости на чертеже
Пример обозначение шероховатости на чертеже приведен на рисунке 5.7.
Параметры шероховатости различных поверхностей приведены в таблицах 5.2…5.6.
Таблица 5.2 – Поверхности мест посадки шарико- и роликоподшипников
| Посадочные места | Класс точности подшипников по ГОСТ 520-89 | Параметр шероховатости поверхности R а, мкм, при номинальном диаметре, мм | |
| до 80 | св. 80 до 500 | ||
| Валов | 0 и 6 5 и 4 | 1,25 0,63 0,32 | 2,5 1,25 0,63 |
| Отверстий корпусов | 0 и 6 5, 4, 2 | 1,25 0,63 | 2,5 1,25 |
| Торцов заплечиков валов и корпусов | 0 и 6 5, 4, 2 | 2,5 1,25 | 2,5 2,5 |
Таблица 5.3 – Рабочие поверхности зубчатых колес
| Степень точности колес | Параметры шероховатости R а, мкм, зубчатых колес | ||
| цилиндрических | конических | червячных | |
| - 0,63 0,63 1,25 1,25 2,5 2,5 | - - 0,63 1,25 1,25 2,5 Rz 20 | 0,63 0,63 1,25 1,25 1,25 2,5 - |
Таблица 5.4 – Поверхности деталей и их параметры шероховатостей
| Параметры шероховатости, мкм | Типовые поверхности и детали |
| Rz 320 и Rz 160 | Нерабочие контуры деталей. Поверхности деталей, устанавливаемые на бетонных, кирпичных и деревянных основаниях. |
| Rz 80 | Отверстия на проход крепежных деталей. Выточки, проточки. Отверстия масляных каналов на силовых валах. Кромки деталей под сварные швы. Опорные поверхности пружин сжатия. Подошвы станин, корпусов, лап. |
| Rz 40 | Внутренний диаметр шлицевых соединений (нешлифованных). Свободные несопрягаемые торцовые поверхности валов, муфт, втулок. |
| Rz 20 | Торцовые поверхности под подшипники качения. Поверхности втулок, колец, ступиц, прилегающие к другим поверхностям, но не являющиеся посадочными. Нерабочие торцы валов, втулок, планок. |
| R а 2,5 | Шаровые поверхности ниппельных соединений. Канавки под уплотнительные резиновые кольца для подвижных и неподвижных торцовых соединений. Радиусы скруглений на силовых валах. Поверхности осей для эксцентриков. Опорные плоскости реек. |
| R а 1,25 | Поверхности разъема герметичных соединений без прокладок или со шлифованными металлическими прокладками. Наружные диаметры шлицевого соединения. Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников и др.) с допуском зазора-натяга 25…40 мкм. Цилиндры, работающие с резиновыми манжетами. Отверстия подшипников скольжения. Трущиеся поверхности малонагруженных деталей. |
| R а 0,63 | Притираемые поверхности в герметичных соединениях. Поверхности зеркала цилиндров, работающих с резиновыми манжетами. Торцовые поверхности поршневых колец при диаметре менее 240 мм. Валы в пригоняемых и регулируемых соединениях с допуском зазора-натяга 7…25 мкм. Трущиеся поверхности нагруженных деталей. Посадочные поверхности 7-го квалитета с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса. Сопряженные поверхности бронзовых зубчатых колес. Рабочие шейки распределительных валов. Штоки и шейки валов в уплотнениях. |
| R а 0,32 | Шейки валов: 5-го квалитета диаметром св. 1 до 30 мм; 6-го квалитета диаметром св. 1 до 10 мм. Валы в пригоняемых и регулируемых соединениях (шейки шпинделей, золотники) с допуском зазора-натяга 16…25 мкм. Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников) с допуском зазора-натяга 4…7 мкм. Трущиеся элементы сильно нагруженных деталей. Цилиндры, работающие с поршневыми кольцами. |
| R а 0,160 | Поверхности, работающие на трение, от износа которых зависит точность работы механизмов. |
| R а 0,080 | Шейки валов в пригоняемых и регулируемых соединениях с допуском зазора-натяга 2,5…6,5 мкм. Поверхности отверстий пригоняемых и регулируемых соединений с допуском зазора-натяга до 2,5 мкм. Рабочие шейки валов прецизионных быстроходных станков и механизмов. |
| R а 0,040 | Зеркальные валики координатно-расточных станков и пр. |
Таблица 5.5 – Параметры шероховатости рабочей поверхности резьбы, мкм
| Резьба | Рабочая поверхность | Параметры шероховатости |
| Метрическая, дюймовая, коническая | Наружная Внутренняя | Rz 20 |
Таблица 5.6 – Открытые поверхности
| Поверхности деталей | Параметры шероховатости, мкм |
| Выступающие части быстровращающихся деталей: концы и фланцы шпинделей, валов. | R а 1,25 |
| Рукоятки, ободья маховиков, штурвалы, ручки, стержни, кнопки. | R а 0,32 (полировать) |
| Поверхности механически обработанных корпусных деталей с наибольшим размером, мм: - до 100 - св. 100 до 400 - св. 400 до 1200 | R а 2,5 Rz 20 Rz 40 |
| Головки винтов, торцы валов, фаски, канавки, закругления | Rz 40…R а 2,5 |
| Поверхности фланцев и крышек негерметичных соединений. Разъем подшипников скольжения | Rz 40 |








