 2015-09-06
2015-09-06 1056
1056МЕТА РОБОТИ:
Ознайомитися з методикою проведення гартування відпаленої вуглецевої сталі в різних охолоджуючих середовищах з визначенням її твердості.
ЗАВДАННЯ:
призначити температуру нагріву сталі для гартування по діаграмі Fе - Fе3С залежно від її хімічного складу;
провести гартування зразків вуглецевої сталі в різних середовищах: олії та воді;
встановити залежність твердості та міцності сталі від способу охолодження.
ОБЛАДНАННЯ:
прилад Роквела;
муфельні пічки з терморегуляторами;
гартувальні баки з водою та олією;
гартувальний інструмент;
зразки вуглецевої сталі.
ОСНОВНІ ПОЛОЖЕННЯ
Гартування – це процес термічної обробки, який складається з нагріву сталі до визначеної температури, витримки і подальшого достатньо швидкого охолодження зі швидкістю V≥Vкр з ціллю одержання структури мартенсит (рисунок 10).
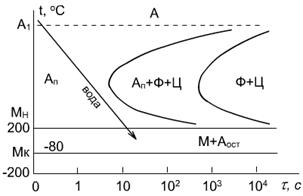
А - стійкий аустеніт, Ап - переохолоджений аустеніт,
Аост - залишковий аустеніт, М - мартенсит, Ф - ферит, Ц - цементит
Рисунок 10 - Діаграма ізотермічного розпаду переохолодженого аустеніту евтектоїдной сталі
Час нагріву зразка під гартування складається з часу нагріву зразків до визначеної температури і витримки при цій температурі на час, який необхідний для перетворення вихідної структури в аустеніт.
Тривалість нагріву складає 1,5-2 хв на кожний міліметр товщини зразка. Наприкінці нагріву зразок повинен мати рівномірне забарвлення, таке ж як колір стінок печі при заданій температурі.
Для визначення залежності твердості сталі від режимів термообробки використовують зразки із сталі 45 або сталі У8 діаметром ǿ15-20мм товщиною 6-8 мм. Перед початком роботи зразки клеймлять порядковим номером та маркою сталі. Після підготовки зразків проводять вимірювання твердості на приладі Роквелла.
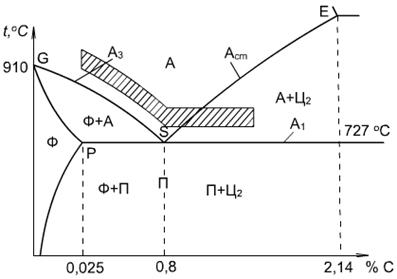
Рисунок 11 – Оптимальний інтервал температур гартування вуглецевої сталі
Температура для гартування визначається:
– для доевтектоїдних сталей – температура нагріву на 30…50oС вище критичної температури А3


– для евтектоїдних сталей – температура нагріву на 30…50 oС вище критичної температури А1


–для заевтектоїдних сталей - температура нагріву на 30…50 o С вище критичної температурыА1

Температура в печі контролюється за допомогою термопари, яка під’єднана до гальванометра.
Нагріті зразки по черзі виймають з печі за допомогою кліщів та охолоджують в гартувальному баку – один зразок занурюють в бак з маслом, інші з водою. Після витримки в печах та охолодження проводять вимірювання твердості зразків на приборі Роквелла. По розрахунковим таблицям переводять одержану твердість в твердість по Бринелю та визначають міцність зразка по формулі:

Враховуючи твердість зразків, роблять припущення о їх мікроструктурі.
Результати досліджень занести у протоколи:
Протокол № 1- Властивості сталі до гартування
| № зраз-ка | Розмір зразка мм | Марка сталі | С, % | Критичні точки | Структура | Механічні властивості | |
| Твердість НRС (НВ) | σв, МПа | ||||||
Протокол № 2 - Властивості сталі після гартування
| № зраз-ка | Марка сталі | С, % | Температура нагріву | Охолоджуюче середовище | Механічні властивості | Припущена структура | |
| НRС | σв, МПа | ||||||
КОНТРОЛЬНІ ПИТАННЯ
1 В чому складається сутність термообробки сталі?
2 Сутність гартування сталі?
3 Як змінюються властивості сталі при гартуванні?
4 Як визначають температуру гартування сталі?
5 Яку роль має критична швидкість гартування?
6 Які дефекти можуть з’явитися при гартуванні?








