 2015-09-06
2015-09-06 1505
1505МЕТА РОБОТИ:
Оволодіти практичними навичками складання креслень моделей і виливків по заданим кресленням деталей.
ЗАВДАННЯ:
Розробити креслення виливка за заданим кресленням деталі.
Розробити креслення моделі (неметалевої) по кресленням виливка
Зобразити в розрізі разову ливарну форму для отримання розробленого виливка.
МЕТОДИЧНІ ПОСІБНИКИ: Методичні вказівки до виконання, модель ливарної форми.
ОСНОВНІ ПОЛОЖЕННЯ
Ливарне виробництво - зто процес отримання фасонних виливків шляхом заповнення рідким металом заздалегіть приготованих форм, в яких метал твердне.
Заповнюються рідким металом форми ділять на постійні, напівпостійні і разові. Основна маса виливків виготовляється в разових ливарних формах які виготовляють передусім набиванням і ущільненням формувальних сумішей. Для виготовлення ливарних форм потрібен насамперед модельний комплект, що складається з моделі і ряду інших злементов. Моделі служать для отримання порожнини форми і виготовляють їх з гіпсу або цементу для отримання разових виливків або дерева, металевих сплавів і пластмас.
Залежно від складності конфігурації відливки моделі можуть бути рознімні та нерознімні. Площина роз'єму форми і відповідно моделі визначаються конструкцією виливки. При встановленні площині роз'єму керуються наступним:
модель повинна розташовуватися в формі так, щоб її основні робочі поверхні знаходилися внизу або збоку;
щоб виливок формувалася з мінімальним числом стержнів;
весь виливок або основну його частину бажано розташовувати в одній опоці;
довжина швів, утворених ліній роз'єму, повинна бути мінімальною.
Якщо в ливарну форму встановлюється стержень, на моделі передбачаються спеціальні виступи - знаки. Знаки створюють у формі поглиблення, у які встановлюються знаки стрижнів. Щоб полегшити вилучення моделі з форми, їх вертикальні стінки роблять з формувальним ухилом. На дерев'яних моделях ухил 1-3°, ухили внутрішніх поверхонь зазвичай більше ухилів зовнішніх поверхонь.
Розміри моделей зазвичай більше відповідних розмірів виливка на величину лінійної усадки металу, яка в середньому становить для: сірого чавуну 1%, сталі і білого чавуну 1,5%, оловянистой бронзи 2%. Виготовляють моделі за допомогою спеціальних усадочних метрів. На всіх оброблюваних поверхнях виливки передбачають припуски на механічну обробку. Припуском зветься шар металу, що знімається з виливки в процесі механічної обробки. Величини припусків вибирають за ГОСТом 26645-85 в залежності від розмірів виливка, матеріалу деталі і способів (виду) лиття. При цьому отвори діаметром менше 20 мм не відливаються. Висота стержневих знаків і кути скосу вибираються в залежності від розмірів і розташування стрижнів.
ХІД РОБОТИ (на прикладі)
1. Вивчіть креслення заданої деталі за варіантом, звернувши увагу на матеріал, розміри, вид остаточної механічної обробки поверхонь і обумовленим способом (вид) лиття.
2. Виходячи з матеріалу деталі і її конфігурації вибирається технологічний процесі лиття з таблиці № 1, виходячи з якого приймається клас розмірної точності виливки.
3. По таблиці № 2 вибираються допуски розмірів виливка, виходячи з яких по таблиці № 3 в залежності від виду остаточної механічної обробки (шорсткості в Rа) приймаються припуски на механічну обробку (на сторону) і визначаються розміри виливки.
Таблиця 1 - Класи розмірної точності виливків (ГОСТ 26645-85)
| Технологічні процеси лиття | Найбільший габаритний розмір виливки, мм | Тип сплаву | ||||
| Кольорові легкі нетермо-оброблювані сплави | Нетермо-оброблювані чорні і кольорові тугоплавкі сплави і термооброблювані кольорові легкі сплави | Термооброблювані чавунні і кольорові тугоплавкі сплави | Термооброблювані сталеві сплави | |||
| Клас розмірної точності відливання | ||||||
| Лиття в піщано-глинисті сирі форми з нізковлажних (до 2.8%) високоміцних (більше 160 кПа або 1.6 кг/см3) сумішей, з високим і однорідним ущільненням до твердості не нижче 90 од. | До 100 Св.100 >>250 >>250>>630 >>630>>1600 >>1600>>4000 >>4000>>10000 | 5-10 6-11т 7т-11 7-12 8-13т 9т-13 | 6-11 7т-11 7-12 8-13т 9т-13 9-13 | 7т-11 7-12 8-13т 9т-13 9-13 10-14 | 7-12 8-13т 9т-13 9-13 10-14 11т-14 | |
| Лиття в піщано-глинисті сирі форми з вологістю від 2.8 до 3.5% і міцністю від 120 160 кПа, із середнім рівнем ущільнення до твердості не нижче 80 од. Лиття у формі затверджуються в контакті з гарячою оснащенням | До 100 Св.100 >>250 >>250>>630 >>630>>1600 >>1600>>4000 >>4000>>10000 | 6-11Т 7т-11 7-12 8-13т 9т-13 9-13 | 7т-11 7-12 8-13т 9т-13 9-13 10-14 | 7-13 8-13т 9т-13 9-13 10-14 11т-14 | 8-13т 9т-13 9-13 10-14 11т-14 11-15 | |
| Продовження таблиці 1 | ||||||
| Лиття в піщано- глинисті сирі форми із сумішей з вологістю від 3.5 до 4.5% і міцністю від 60 до 120 кПа (від 0.6 до 1.2 кг/см2) з рівнем ущільнення не нижче 70 одиниць. Лиття в оболонкові форми з термореактивних сумішей. Лиття у форми отвержуємі поза контакту з оснащенням без теплової сушки. Лиття у форми з рідких сумішей, що самотвердіють. Лиття в піщано - глинисті підсушені і сухі форми. | До 100 Св.100 >>250 >>250>>630 >>630>>1600 >>1600>>4000 >>4000>>10000 | 7т-11 7-12 8-13т 9т-13 9-13 10-14 | 7-12 8-13т 9т-13 9-13 10-14 11т-14 | 8-13т 9т-13 9-13 10-14 11т-14 11-15 | 9т-13 9-13 10-14 11т-14 11-15 12-13 | |
Таблиця 2 – Допуски розмірів (ГОСТ 26645 - 85)
| Допуски розмірів | |||||||||||
| 7т | 9т | 11т | 13т | ||||||||
| Св. 10 до 25 | 0,64 | 0,8 | 1,2 | 1,6 | 2,4 | 3,2 | |||||
| >>25>>40 | 0,7 | 0,9 | 1,1 | 1,4 | 1,8 | 2,2 | 2,8 | 3,6 | 4,4 | 5,6 | 9,0 |
| >>40>>63 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,4 | 3,2 | 4,0 | 5,0 | 6,4 | 8,0 |
| >>63>>100 | 0,9 | 1,1 | 1,4 | 1,8 | 2,2 | 2,8 | 3,6 | 4,4 | 5,6 | 7,0 | 9,0 |
| >>100 >> 160 | 1,0 | 1,2 | 1,6 | 2,0 | 2,4 | 3,2 | 4,0 | 5,0 | 6,4 | 8,0 | 10,0 |
| >> 160 >> 250 | 1,1 | 1,4 | 1,8 | 2,2 | 2,8 | 3,6 | 4,4 | 5,6 | 7,0 | 9,0 | 11,0 |
| >> 250 >> 400 | 1,2 | 1,6 | 2,0 | 2,4 | 3,2 | 4,0 | 5,0 | 6,4 | 8,0 | 10,0 | 12,0 |
| >> 400 >> 630 | 1,4 | 1,8 | 2,2 | 2,8 | 3,6 | 4,4 | 5,6 | 7,0 | 9,0 | 11,0 | 14,0 |
| >> 630 >> 1000 | 1,6 | 2,0 | 2,4 | 3,2 | 4,0 | 5,0 | 6,4 | 8,0 | 10,0 | 12,0 | 16,0 |
Таблиця 3 – Загальний припуск на сторону (ГОСТ 26645 - 85)
| Загальний допуск злементов поверхні, мм | Вид остаточної механічної обробки | Загальний припуск на сторону, мм | ||||||
| Св. 0,44 до 0,50 | Чорнова Напівчистова Чистова Тонка | 1.2 1.3 1.4 1.5 | 1.4 1.5 1.6 1.7 | 1.6 1.7 1.8 1.9 | 2.0 2.2 2.4 2.5 | 2.4 2.6 2.8 2.9 | 2.8 3.3 3.5 3.6 | 3.4 3.8 3.9 1.0 |
| Св. 0,50 до 0,56 | Чорнова Напівчистова Чистова Тонка | 1.2 1.4 1.5 1.6 | 1.4 1.7 1.8 1.9 | 1.6 1.9 2.0 2.1 | 2.0 2.3 2.6 2.6 | 2.4 2.7 2.9 3.0 | 2.9 3.3 3.4 3.6 | 3.4 2.8 3.0 4.3 |
| Св. 0,56 до 0,64 | Чорнова Напівчистова Чистова Тонка | 1.3 1.5 1.6 1.7 | 1.5 1.8 1.9 2.0 | 1.7 2.0 2.1 2.2 | 2.1 2.4 2.6 2.7 | 2.4 2.8 3.0 3.3 | 2.9 3.4 3.6 3.8 | 3.4 3.9 4.1 4.3 |
| Св. 0,64 до 0,70 | Чорнова Напівчистова Чистова Тонка | 1.3 1.6 1.6 1.8 | 1.5 1.8 1.9 2.0 | 1.7 2.1 2.2 2.3 | 2.1 2.4 2.5 2.8 | 2.5 2.8 3.1 3.1 | 3.0 3.5 3.6 3.9 | 3.4 3.9 4.1 4.4 |
| Св. 0,70 до 0,80 | Чорнова Напівчистова Чистова Тонка | 1.4 1.7 1.8 2.0 | 1.6 2.0 2.1 2.2 | 1.8 2.1 2.3 2.4 | 2.2 2.5 2.6 2.9 | 2.6 2.8 3.1 3.4 | 3.1 3.6 3.4 4.0 | 3.6 4.0 4.3 4.5 |
| Св. 0,80 до 0,90 | Чорнова Напівчистова Чистова Тонка | 1.4 1.6 1.8 2.0 | 1.6 2.1 2.2 2.4 | 1.8 2.3 3.4 2.6 | 2.2 2.7 2.9 3.1 | 2.6 3.1 3.4 3.6 | 3.2 3.7 3.9 4.1 | 3.7 4.1 4.4 4.6 |
| Св. 0,90 до 1,00 | Чорнова Напівчистова Чистова Тонка | 1.5 1.9 2.0 2.2 | 1.7 2.1 2.3 2.6 | 2.0 2.3 2.5 2.7 | 2.3 2.7 3.0 3.1 | 2.7 3.2 3.5 3.6 | 3.1 3.8 4.0 4.3 | 3.6 4.3 4.5 4.8 |
| Св. 1,00 до 1,10 | Чорнова Напівчистова Чистова Тонка | 1.6 1.9 2.1 2.3 | 1.8 2.2 2.4 2.5 | 2.0 2.4 2.6 2.7 | 2.3 2.8 3.1 3.3 | 2.7 3.1 3.4 3.7 | 3.3 3.8 4.1 4.4 | 3.8 4.3 4.6 4.9 |
| Св. 1,10 до 1,20 | Чорнова Напівчистова Чистова Тонка | 1.6 2.0 2.2 1.4 | 1.8 2.3 2.6 2.7 | 2.0 2.6 2.7 2.8 | 2.1 2.9 3.1 3.4 | 2.8 3.4 3.6 3.8 | 3.4 3.9 4.3 4.4 | 3.8 4.4 4.8 4.9 |
| Св. 1,20 до 1,40 | Чорнова Напівчистова Чистова Тонка | 1.6 2.2 2.5 2.6 | 2.0 2.5 2.8 2.9 | 2.1 2.7 3.0 3.2 | 2.5 3.1 3.4 3.7 | 2.9 3.4 3.9 4.0 | 3.5 4.0 4.5 4.8 | 3.9 4.6 5.0 5.1 |
| Продовження таблиці №3 | ||||||||
| Св. 1,40 до 1,60 | Чорнова Напівчистова Чистова Тонка | 1.9 2.4 2.6 2.9 | 2.1 2.7 3.0 3.1 | 2.3 2.9 3.1 3.4 | 2.7 3.3 3.6 2.9 | 3.1 3.6 4.1 4.3 | 3.6 4.3 4.6 5.0 | 4.0 4.8 5.1 5.4 |
| Св. 1,60 до 1,80 | Чорнова Напівчистова Чистова Тонка | 1.9 2.5 2.8 3.0 | 2.1 2.8 3.1 3.4 | 2.3 3.0 3.5 3.6 | 2.7 3.5 3.8 4.0 | 3.2 3.8 4.3 4.4 | 3.7 4.4 4.8 5.2 | 4.1 4.9 5.3 5.6 |
| Св. 1,80 до 2,00 | Чорнова Напівчистова Чистова Тонка | 2.0 2.6 3.0 3.3 | 2.2 3.0 3.4 3.6 | 2.4 3.2 3.6 3.8 | 2.8 3.6 4.0 4.3 | 6.3 4.0 4.4 4.8 | 3.8 4.6 5.0 5.5 | 4.3 5.0 5.4 5.8 |
| Св. 2,00 до 2,20 | Чорнова Напівчистова Чистова Тонка | 2.2 2.8 3.3 3.9 | 2.4 3.2 3.6 4.0 | 2.6 3.4 3.8 4.2 | 3.0 3.8 4.3 4.6 | 3.4 4.1 4.6 5.0 | 3.9 4.8 5.1 5.6 | 4.4 5.3 5.8 6.1 |
| Св. 2,20 до 2,40 | Чорнова Напівчистова Чистова Тонка | 2.3 3.1 3.5 3.8 | 2.5 3.4 3.8 4.4 | 2.7 3.3 3.9 4.3 | 3.1 4.0 4.4 4.8 | 3.4 4.4 4.9 5.1 | 4.0 5.0 5.5 5.8 | 4.5 5.4 6.0 6.3 |
| Св. 2,40 до 2,80 | Чорнова Напівчистова Чистова Тонка | 2.5 3.3 3.8 4.1 | 2.6 3.6 4.0 4.4 | 2.9 3.8 4.3 4.6 | 3.3 4.3 4.8 5.2 | 3.6 4.6 5.2 6.1 | 4.1 5.0 5.8 6.1 | 4.6 5.6 6.6 6.7 |
| Св. 2,80 до 3,20 | Чорнова Напівчистова Чистова Тонка | 2.8 3.6 4.0 4.6 | 2.9 4.0 4.5 4.8 | 3.1 4.1 4.6 5.0 | 3.4 4.6 5.1 5.4 | 3.9 5.0 5.6 5.8 | 4.4 5.6 6.4 6.5 | 4.9 6.0 6.9 7.1 |
Загальні припуски на поверхні обертання і протилежні поверхні, використовувані як взаємних баз при обробці призначають по половинним значенням загальних допусків виливки на відповідні розміри.
Вид остаточної обробки відповідає шорсткості:
чорнова Ra12,5;
напівчистова Ra6,3;
чистова Ra3,2;
тонка Ra1,6.
Всі величини при визначенні розмірів виливка зводяться в таблицю №4.
Рекомендується розміри деталі проставляти, починаючи з максимального. На початку діаметральні, а потім лінійні розміри. Допуски на зовнішні і внутрішні розміри проставляються зі знаками «±»
Діаметральні розміри виливка визначаються як сума конкретного розміру деталі й подвоєного припуску.
Лінійні розміри виливка визначаються для симетричних розмірів як сума (розносити) конкретного розміру деталі й подвоєного припуску, а для не симетричних розмірів як сума (різниця) конкретного розміру і припуску на даний не симетричний розмір.
Таблиця 4 – Визначення розмірів виливки
| № п/п | Розмір деталі, мм | Величина допуску, мм | Величина припуску, мм | Розмір виливки з допусками, мм |
ПРИКЛАД ВИКОНАННЯ РОБОТИ
ПРИКЛАД 1
Вихідні дані:
креслення деталі (рисунок 1);
клас точності 9
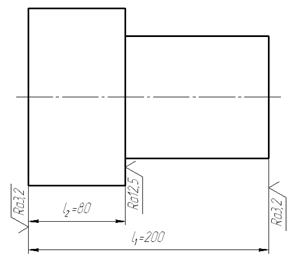
Рисунок 1 – Креслення деталі
Допуски (таблиця 1)
Для 11=200 мм ±2,8 мм
Для 12=80 мм ±2,2 мм
Припуски по 0,5 допуска (таблиця 3)
Для 11=200 мм, чистова обробка, δ1=3 мм
Для 12=80 мм, чернова обробка, δ2=2 мм. Тоді розміри виливки:


ПРИКЛАД 2
Вихідні дані:
креслення деталі (рисунок 2);
клас точності 9
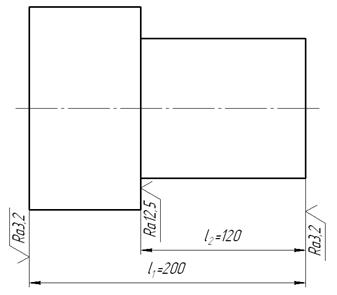
Рисунок 2 – Креслення деталі
Для размера 12=120 мм:
допуск 2,4 мм;
припуск по 0,5 допуска, черновая обработка δ2=2 мм;
Тоді розмір виливки:

4. Визначається положення виливка у формі і викреслюється креслення виливка, для чого на контур деталі наносяться припуски і ливарні ухили. Ливарні ухили для моделей з дерева приймаються в межах 1-3° (табл. № 5). Розміри моделі можна округлити до 0,5 мм
Таблиця 5 – Ливарні ухили
| Висота поверхні, мм | Ухили |
| До 20 | 3° |
| 20-50 | 1,30° |
| 50-100 | 1° |
| 100-200 | 0,45 ° |
| 200-500 | 0,30 ° |
Приклад оформлення креслення виливка показано на рисунку 3
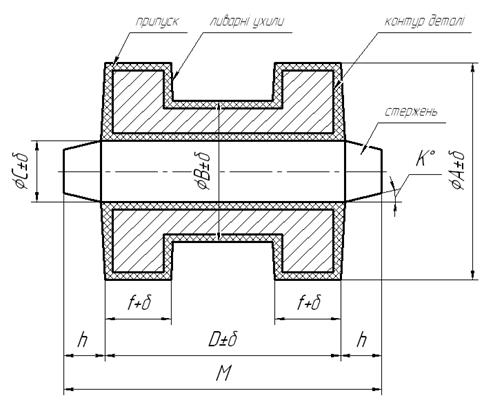
Рисунок 3 – Креслення виливка
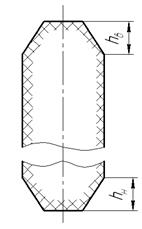
Кінці стержня, якими він спирається на форму, називаються стрижневими знаками. Від знакової частини стержня залежить зручність і надійність його установки в форму, можливість виведення з нього газів і точність виготовлення виливка. При визначенні конструкції знаків встановлюють їх розміри, ухили і зазори. На рис.12 наведено схеми типових знаків стрижнів, а також вказані розміри, ухили і зазори.
Розміри горизонтальних і вертикальних знаків стержнів визначають за ГОСТ 3212-92, виходячи з довжини знака L і поперечного перерізу D (табл.6-7).
Таблиця 6 – Довжина горизонтальних стержневих знаків
 | |||
| Діаметр стержня, D | Довжина знаку при довжині стержня не більш | ||
| до 50 | понад 50 до 150 | понад 150 до 300 | |
| До 25 | |||
| Свыше 25 до 50 | |||
| >> 50 >> 100 | |||
| >> 100 >> 200 | |||
| >> 200 >> 300 | – |
Таблиця 7 – Висота вертикальних стержневих знаків (для всіх видів форм)
 | |||||||||||
| Висота стержня, H | Діаметр стержня (або середній поперечний розмір) | ||||||||||
| до 50 | понад 50 до 100 | понад 100 до 200 | понад 200 до 300 | ||||||||
| висота знака | |||||||||||
| hн | hв | hн | hв | hн | hв | hн | hв | ||||
| До 50 | |||||||||||
| Понад 50 до 150 | |||||||||||
| Понад 150 до 300 | |||||||||||
Величину ухилів знаків моделей і стержневих ящиків вибирають по таблиці 8.
Таблиця 8 – Ухили знаків моделей і стержневих ящиків
| Висота знака hн, hв, мм | Ухили знаку, град. | |||
| Вертикальний стержень | Горизонтальний стержень | |||
| нижній | верхній | нижній | верхній | |
| α | β | α | β | |
| До 20 | ||||
| Понад 20 до 50 | ||||
| " 50 до 100 | ||||
| " 100 до 200 | ||||
| " 200 до 300 | – | – |
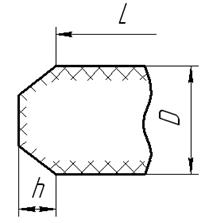
5. Виходячи з креслення виливки викреслюється креслення моделі (рисунок 4). Розміри проставляються за розмірами виливки з урахуванням полів допусків.
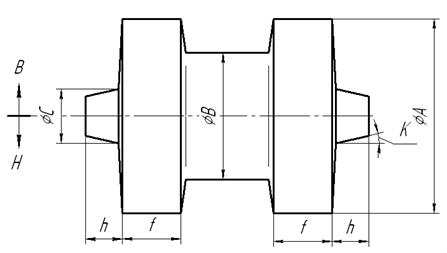
Рисунок 4 – Креслення моделі
6. Викреслюється ескіз форми в зборі, з зазначенням всіх її елементів (рисунок 5).
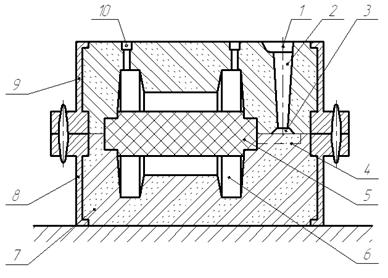
1- ливникова чаша; 2 – стояк; 3 – шлаковловлювач; 4 – питатель; 5 – стержень; 6 – порожнина форми; 7 – нижня напівформа; 8 – нижня опока; 9 – верхня опока; 10 – випор.
Рисунок 5 – Ливарна форма в сборі
ВАРІАНТИ ЗАВДАНЬ
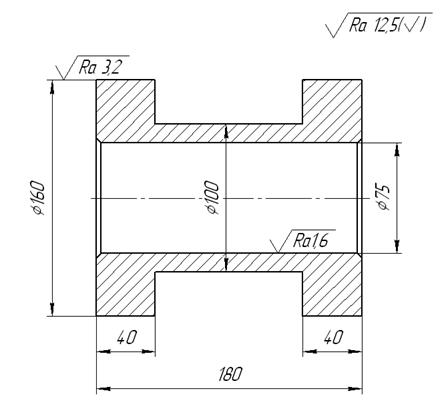
Рисунок 6 – Креслення деталі (варіант 1 та 4)
Таблиця 9 – Вихідні дані ля розрахунку (варіант 1 та 4)
| № варіанта | ||
| Матеріал | Бронза БрА9ЖЗЛ (кольоровий, не термооброблюваний тугоплавкий) | СЧ28 Чавун (термооброблюваний чорний) |
| Технологічний процес лиття | Лиття в піщані глинисті сирі форми із сумішей з вологістю від 2,8 до 3,5% | Лиття в піщані глинисті форми із сумішей з вологістю від 3,5 до 4.5% |
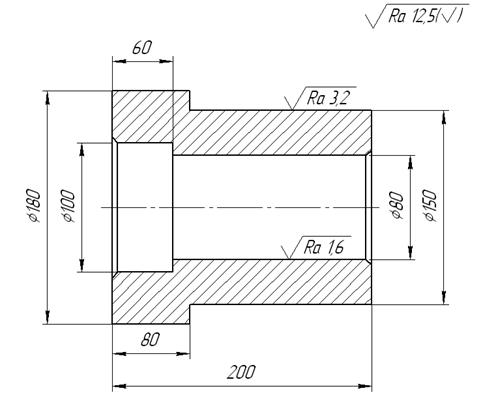
Рисунок 7 – Креслення деталі (варіант 2 та 5)
Таблиця 10 – Вихідні дані ля розрахунку (варіант 2 та 5)
| № варіанта | ||
| Матеріал | АЛ2 Силумін (кольоровий, легкий, нетермооброблюваний) | СЧ28 Чавун (термооброблюючий чорний) |
| Технологічний процес лиття | Лиття в піщані глинисті сирі форми із сумішей з вологістю від 3,5 до 4,5% | Лиття в піщані глинисті сирі форми із сумішей вологістю від 2,8 до 3,5% |
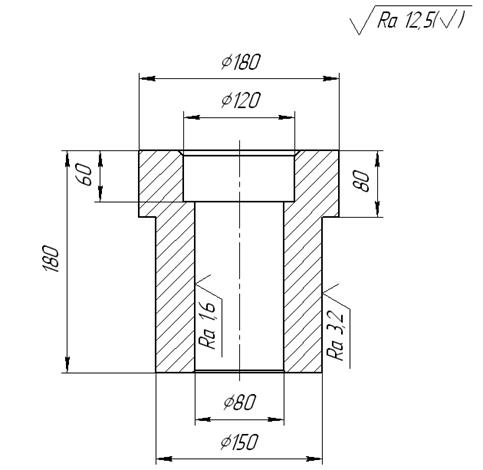
Рисунок 8 – Креслення деталі (варіант 3 та 6)
Таблиця 11 – Вихідні дані для розрахунку (варіант 2 та 5)
| № варіанта | ||
| Матеріал | ЛЦ40С Латунь (кольоровий, не термооброблюваний тугоплавкий) | Сталь 15 (термооброблювані, сталеві сплави) |
| Технологічний процес лиття | Лиття в піщані глинисті сирі форми із сумішей з вологістю від 2,8 до 3,5% | Лиття в піщані глинисті форми із сумішей з вологістю від 3,5 до 4.5% |
ЗМІСТ ЗВІТУ:
Переписати назва роботи, її мету, завдання;
обрати варіант завдання. Варіант 1та 4: рисунок 6, таблиця 9. Варіант 2 та 5: рисунок 7, таблиця 10. Варіант 3 та 6: рисунок 8, таблиця 11.
накреслити креслення заданої деталі (в масштабі 1:2) з проставленими розмірами (згідно варіанту);
обрати величини допусків, припусків і визначити розміри виливки, звівши все це в таблицю №4;
викреслити креслення виливка, попередньо визначивши розміри стержневих знаків;
На моделі вказати площину роз'єму;
Викреслити форму в зборі з проставлянням основних складових частин;
Написати висновок про виконану роботу.
КОНТРОЛЬНІ ПИТАННЯ:
1. Класифікація способів виготовлення виливків.
2. Ливарні властивості сплавів.
3. Різновиди ливарних форм. Одноразові та багаторазові форми.
4. Структура технологічного процесса лиття заготовок.
5. Що таке модельний комплект?
6. Моделі: призначення, матеріал, особливості виготовлення.
ПЕРЕЛІК ЛІТЕРАТУРИ:
1. Б. Б. Кнорозов, Л., Усова и др. «Технология металлов и материаловедение». М: Металлургия, 1987. 800с.-Стр. 347-349.
2. Челноков И.М. «Технология горячей обработки металлов». М: Высшая школа, 1972, 288с.-Стр. 11-22.
3. Б. А. Кузьмин и др. «Технология металлов и конструкционные материалы» М: Машиностроение, 1981. 352с.
4. ГОСТ 26645-85. «Отливки из металлов и сплавов. Допуски размеров, маса и припуски на механическую обработку». М. 1989. 55с.








