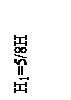
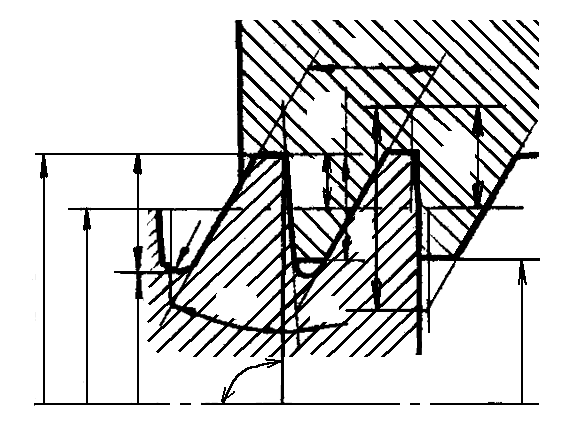
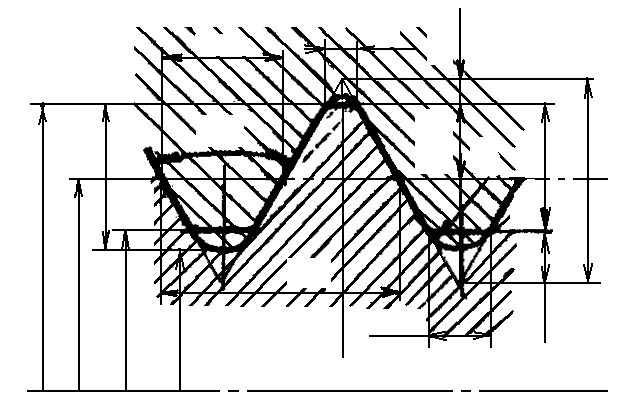
Типы резьбы, применяемой в винтовых механизмах, показаны на рис. 1.2. Свойства резьбы определяются относительной толщиной витка у основания
yа = а / p, относительной высотой витка yh = h / p и рабочим углом g. Для каждого типа резьбы эти параметры постоянны. Параметр yа определяет прочность витков резьбы на изгиб и срез; yh – характеризует стойкость витков резьбы на износ, а параметр g обусловливает КПД винтовой пары.
Применение каждого типа резьбы определяется соответствием ее параметров yа, yh, g предъявляемым к механизму требованиям.
Трапецеидальная резьба (рис. 1.2а) – основной тип резьбы для винтовых механизмов, широко применяется благодаря универсальности свойств. Прочность (yа = 0,67), стойкость на износ (yh = 0,5) и КПД (g =15°) удовлетворительные. Технологичность трапецеидальной резьбы хорошая, так как ее можно нарезать инструментом любого типа. Резьба стандартизирована, ее параметры определены ГОСТ 9484-81 (табл. 1.2).
Упорная резьба наиболее приспособлена к работе в условиях большого трения и износа. Превосходит трапецеидальную резьбу по стойкости на износ (yh =0,75) и КПД (g = 3°). Прочность витков (yа =0,7), технологичность упорной и трапецеидальной резьбы примерно одинаковы. Упорная резьба стандартизована, ее размеры даются в ГОСТ 10177-82 (табл. 1.3), (рис. 1.2 б). Из-за несимметричности профиля упорная резьба может применяться только в нереверсивных механизмах, т. е. в таких, где рабочая нагрузка имеет одно направление.
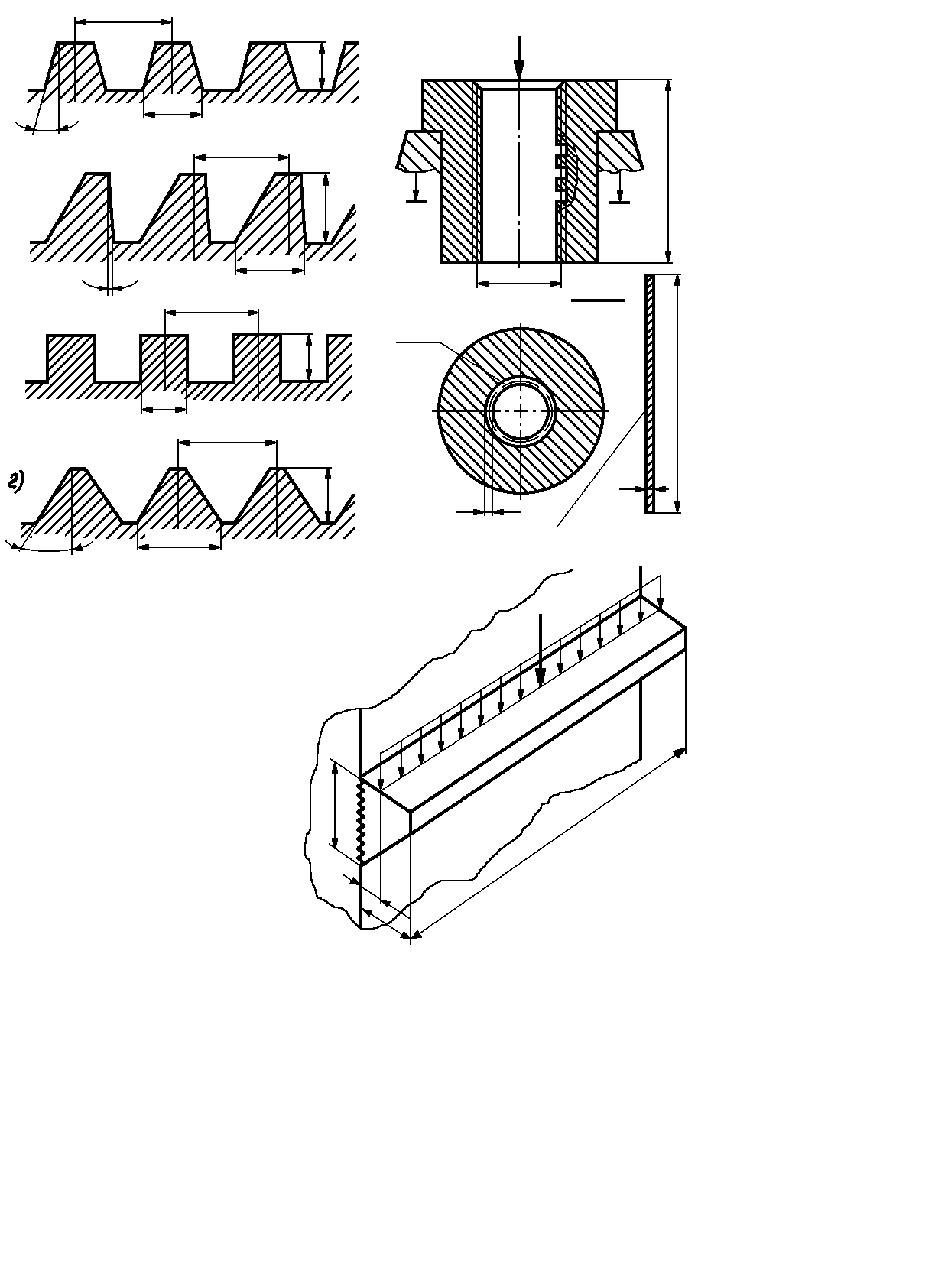
| А - А А А Рис. 2.30.Расчетная схема кругового шва, нагруженного крутящим моментом Рис.1.4. Схема к расчету витков на прочность |
Рис. 1.2. Основные типы резьбы винтовых механизмов:
а – трапецеидальная, б – упорная, в – ленточная, г – метрическая
Размеры трапецеидальной резьбы по ГОСТ 9484-81, мм
| H1=0,5P; H4=H1+aC; d3=d-2H4; h3=H4. Пример обозначения однозаходной резьбы с номинальным диаметром 40 и шагом 6 мм: Tr 40×6 – 7е. Для левой резьбы: Tr 40×6 LH – 7e. Многозаходной резьбы (для трехзаходной): Tr 40×6 (P3) – 7e. Для левой резьбы: Tr 40×6 (P3) LH – 7e |










Таблица 1.2
| Диаметр резьбы dдля ряда | Шаг резьбы | Шаг резьбы, Р | Винт | Винт и гайка | Гайка | Размеры элементов резьбы | |
| Мелкий | Нормальный | Крупный | |
| Диаметр резьбы, мм | |
| d | d1 | d2 | D | D1 | ас=R2 | R1 | H2 | H1 | |
| | | |
| | | | | - | | | | - | - | - | - | d-2,5 | d-1 | d+0,5 | d-2 | 0,25 | 0,125 | 1,25 | | |
| | | | | | | | | | | | | d-3,5 | d-1,5 | d+0,5 | d-3 | 1,75 | 1,5 | |
| | | | | | | | | | | | |
| | | | | | | | | | | - | |
| | | | | | | | | | | | | d-4,5 | d-2 | d+0,5 | d-4 | 2,25 | | |
| | | | | | | | | | | - | |
| - | | | | | | | | | | - | - | d-5,5 | d-2,5 | d+0,5 | d-5 | 2,75 | 2,5 | |
| | | | | | | | | | | - | - | d-7 | d-3 | d+1,0 | d-6 | 0,50 | 0,25 | 3,5 | | |
| | | | | | | | | | - | - | - | d-8 | d-3,5 | d+1,0 | d-7 | | 3,5 | |
| | | | | | | | | | | | | d-9 | d-4 | d+1,0 | d-8 | 4,5 | | |
| | | | | | | | - | - | - | - | |
| | | | | | | | | - | - | - | - | d-10 | d-4,5 | d+1,0 | d-9 | | 4,5 | |
| | | | | | | | | | | | | d-11 | d-5 | d+1,0 | d-10 | 5,5 | | |
| - | | | | | | | | | | - | |
| | | | | | | | | | | | | d-13 | d-6 | d+1,0 | d-12 | 6,5 | | |
| | | | - | - | - | |
Примечание: Первый ряд резьбы следует предпочитать второму. Нормальный шаг резьбы предпочтителен








 Размеры упорной резьбы по ГОСТ 10177-82, мм
Размеры упорной резьбы по ГОСТ 10177-82, мм | H=1,587911P h3=0,86767P H1=0,75P R=0,124271P Пример обозначения однозаходной резьбы с номинальным диаметром 36 мм и шагом 6: S36х6–7АZ/7h, то же левая S36x6LH–7AZ/7h |
Таблица 1.3
| Диаметр резьбы для ряда, d | Шаг резьбы, Р | Шаг резьбы, Р | Винт и гайка | Винт | Гайка | |
| Мелкий | Нормальный | Крупный | Диаметр резьбы, мм. | |
| d | d2 | d3 | D1 | |
| | | | |
| | | - | | - | - | | | | | | | | d-3,5 | (d-4)+0,529 | d-3 | |
| | | | | | | | | | | | | | d-2,25 | (d-6)+0,793 | d-4,5 | |
| - | | - | | | | | | | | | | |
| | | | | | | | | - | - | - | - | |
| | | | | | | | | | | | - | - | d-3 | (d-7)+0,058 | d-6 | |
| - | - | | | | | | | | | | | | d-3,75 | (d-9)+0,322 | d-7,5 | |
| | | | | | | | | | - | - | - | |
| | | | | | | | | | | | | | d-4,5 | (d-11)+0,587 | d-9 | |
| - | - | | | | | | | | | | | |
| | | | | | | | | | | | | | d-6 | (d-14)+0,116 | d-12 | |
| - | - | | | | | | | | | | | |
| | | | | | | | | | | | | | d-7,5 | (d-18)+0,645 | d-15 | |
| - | | | | | | | | | | | - | |
| | | | | | | | | | | | | | d-9 | (d-21)+0,174 | d-18 | |
| При выборе диаметров резьбы следует предпочитать 1-й ряд 2-му, а 2-й – 3-му. | | | | | | | |
| | | | | | | | d-12 | (d-28)+0,231 | d-24 | |
| | | | | - | - | |
| | | | | | | | d-15 | (d-35)+0,289 | d-30 | |
Размеры метрической резьбы по ГОСТ 24705-81, мм
| H=0,866025P Обозначение метрической резьбы на чертежах. Например для резьбы с крупным шагом: Болт М24–6g; Гайка М24–6Н; для левой резьбы: Болт М24LH–6g; Гайка М24LH–6Н |
Таблица 1.4
| Диаметр резьбы d для ряда | Шаг резьбы,Р | Шаг резьбы, Р | Диаметр резьбы, мм | |
| крупный | мелкий | d | d2, D2 | d1, D1 | |
| | | |
| | - | 1,0 | 0,75 | - | 0,75 | | | - | - | - | - | d-1+0,513 | d-1+0,188 | |
| | - | 1,25 | 1,0 | 0,75 | 1,0 | | | | | | - | d-1+0,350 | d-2+0,917 | |
| | - | 1,5 | 1,25 | 1,0 | 1,25 | | | | - | - | - | d-1+0,188 | d-2+0,647 | |
| | - | 1,75 | 1,5 | 1,25 | 1,5 | | | | | | | d-1+0,026 | d-2+0,376 | |
| | | 2,0 | 1,5 | 1,0 | | | | | | - | |
| | 18,22 | 2,5 | 2,0 | 1,5 | 1,75 | | - | - | - | - | - | d-2+0,863 | d-2+0,106 | |
| | | 3,0 | 2,0 | 1,5 | 2,0 | | | | | | | d-2+0,701 | d-3+0,835 | |
| | | 3,5 | 2,0 | 1,5 | | | | | | | |
| | | 4,0 | 3,0 | 2,0 | | | | - | - | - | |
| | | 4,5 | 3,0 | 2,0 | 2,5 | | | | - | - | - | d-2+0,376 | d-3+0,294 | |
| | | 5,0 | 3,0 | 2,0 | 3,0 | | | | | | | d-2+0,052 | d-4+0,752 | |
| | | 5,5 | 4,0 | 3,0 | | | | | | | |
| | | 6,0 | 4,0 | 3,0 | 3,5 | | | - | - | - | - | d-3+0,727 | d-4+0,211 | |
| При выборе диаметра резьбы следует предпочитать 1-й ряд – 2-му | 4,0 | | | | | | | d-3+0,402 | d-5+0,670 | |
| 4,5 | | | - | - | - | - | d-3+0,077 | d-5+0,129 | |
| 5,0 | | | - | - | - | - | d-4+0,752 | d-6+0,587 | |
| 5,5 | | | - | - | - | - | d-4+0,428 | d-6+0,046 | |
| 6,0 | | | - | - | - | - | d-4+0,103 | d-7+0,505 | |
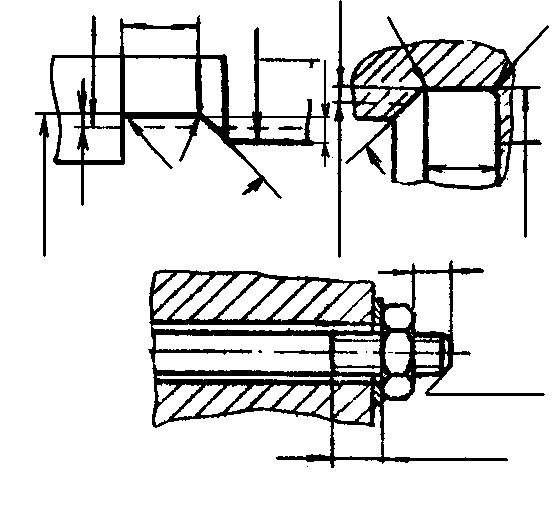
Размеры мест под стандартные болты и шпильки, мм
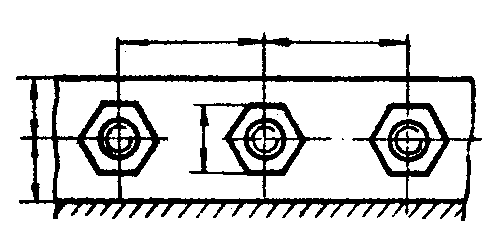
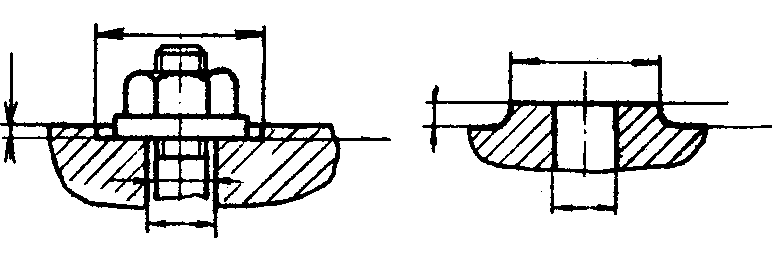
h1 – обрабатывается ''до чистого металла'';
h =3…6 мм – в зависимости от общих габаритов отливки Е1≈1,3d
Таблица 1.5
| | D | | | | | | | | | | | | | | |
| Размер под ключ | S | | | | | | | | | | | | | | |
| Диаметр углубления | D* | Ряд1 | | - | | | | | | | | | | | | - | | |
| Ряд2 | | | | | | | | | | | | | | | | |
| Диам. прилива | D1 | | | | | | | | | | | | | | | | |
| Наименьшее расстояние | A | | | | | | | | | | | | | | | | |
| E | | | | | | | | | | | | | | | | |
| Диам. отверстия по ГОСТ 11284-75 | d0 | допуск | Н12 | 6,4 | 8,4 | 10,5 | 12,5 | 14,5 | 16,5 | 18,5 | | | | | | | |
| Н13 | 6,6 | | | | | | | | | | | | | |
| Диаметр и шаг резьбы | d | | | | | | | | | | | | | | 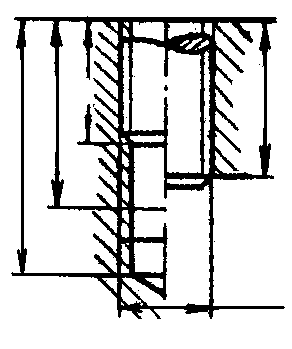     42 42 | |
| Р | | 1,25 | 1,5 | 1,75 | | | 2,5 | 2,5 | 2,5 | | | | 4,5 | 4,5 | |
| Материал отверстия | Сталь и бронза | H0 | | | | | | | | | | | | | | | |
| H | | | | | | | | | | | | | | | |
| H1 | | 10,5 | | | | | | | | | | | | | |
| H2 | | | | | | | | | | | | | | | |
| Чугун | H0 | | | | | | | | | | | | | | | |
| H | | | | | | | | | | | | | | | |
| H1 | | | | | | | | | | | | | | | Н0– глубина завинчивания в сквозное отверстие; Н – тоже в глухое отверстие. Н1– глубина полной резьбы (без сбега). Н2– глубина сверления | 70 | |
| H2 | | | | | | | | | | | | | | | |
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
| Шаг резьбы | | 1,25 | 1,5 | 1,75 | | 2,5 | | 3,5 | | 4,5 | |
| Размеры наружной проточки | b | | | | | | | | | | | |
| R | | | | | 1,6 | 1,6 | 1,6 | | | | |
| r | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 | | | | | | |
| x | 1,5 | 1,8 | 2,2 | 2,5 | | 3,5 | 4,5 | | | 6,5 | |
| Размеры внутр. проточки | b1 | | | | | | | | | | | |
| R | 1,5 | 1,6 | 1,6 | 1,6 | | | | | | | |
| R1 | 0,5 | 0,5 | | | | | | | | | |
| 2t | 0,5 | 0,5 | 0,7 | 0,7 | | | 1,2 | 1,2 | 1,5 | 1,5 | 1,8 |
| Фаска | c | | 1,6 | 1,6 | 1,6 | | 2,5 | 2,5 | 2,5 | | | |
| Запасы резьбы | L≥ | | | | | | | | | | | |
| а | 2,5-4 | 3,5-4,5 | 4,5 | 6,5 | 5,5 | 7,5 | | | 10-14 |
| | | | | | | | | | | | | | | |








Ленточная (прямоугольная) резьба (рис. 1.2 в) по свойствам близка к трапецеидальной резьбе. Размеры резьбы не стандартизованы. Резьбу делают квадратной yа = yh =0,5. Шаг и диаметры резьбы удобно назначать по стандарту на трапецеидальную резьбу. Уступая по прочности трапецеидальной резьбе, ленточная резьба превосходит ее по КПД (g =0°).
Технологичность ленточной резьбы невысока, так как ее можно нарезать только резцом. Однако винтовые механизмы с ленточной резьбой обеспечивают наибольшую точность перемещений. Поэтому ее применяют для ходовых винтов особо точных механизмов подач.
Метрическая резьба (рис. 1.2 г) – основной тип резьбы для болтовых соединений, обладает высокой прочностью (yа =0,875), удовлетворительной стойкостью на износ (yh = 0,54) и низким КПД (g = 30°), технологичность её – отличная.
В винтовых механизмах применение метрической резьбы ограничивается зажимными приспособлениями, где по условиям самоторможения выгодно иметь большое трение. Для уменьшения износа применяется резьба только с крупным шагом. Резьба стандартизована, ее размеры даются в ГОСТ 24705-81, (табл. 1.4).
В табл. 1.5 представлены конструктивные элементы метрической резьбы. Они могут быть полезны при конструктивной разработке сборочного чертежа винтового механизма.
В расчётно-пояснительной записке выбор типа резьбы должен быть подробно аргументирован.
 2015-10-16
2015-10-16 2162
2162