 2015-10-16
2015-10-16 822
822Это наиболее распространенная и экономичная конструкция. Стыковые сварные соединения (рис. 2.24) рассчитываются на те же напряжения, что и материал детали, расположенный вне зоны термического влияния сварного шва (структура материала, расположенного в зоне термического влияния, изменена в сторону ухудшения механических свойств).
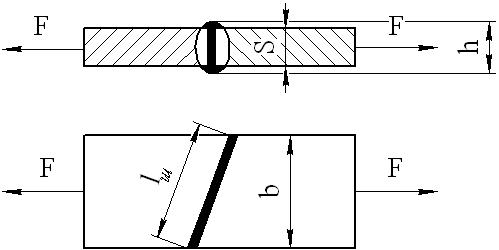
Рис.2.24. Расчетная схема стыкового сварного соединения
Условие прочности шва:
 , (2.10)
, (2.10)
где  – допускаемое напряжение на растяжение материала сварного шва, МПа;
– допускаемое напряжение на растяжение материала сварного шва, МПа;
А ш – площадь опасного сечения шва, мм2.
 , (2.11)
, (2.11)
 , (2.12)
, (2.12)
 , (2.13)
, (2.13)
где h – толщина наплавленного металла, мм.
Для снижения концентрации напряжений необходимо выполнить условие  , поэтому соединения часто подвергают механической обработке (зачищают) и в расчётах после этого принимают
, поэтому соединения часто подвергают механической обработке (зачищают) и в расчётах после этого принимают  ,
,
 ,
,
 ,
,
 ,
,
где  – допустимое напряжение на растяжение для материала соединяемых деталей при статических нагрузках;
– допустимое напряжение на растяжение для материала соединяемых деталей при статических нагрузках;  – коэффициент пропорциональности, зависящий от вида сварного соединения, метода сварки и качества электрода (табл. 2.4);
– коэффициент пропорциональности, зависящий от вида сварного соединения, метода сварки и качества электрода (табл. 2.4);  – коэффициент, учитывающий характер прикладываемой к сварному соединению нагрузки (см. табл. 2.5).
– коэффициент, учитывающий характер прикладываемой к сварному соединению нагрузки (см. табл. 2.5).
Таблица 2.4
Значения коэффициентов пропорциональности при допускаемых
напряжениях для сварных швов при статической нагрузке
| Способ сварки и качество электрода | Значения коэффициентов К пропорциональности при допускаемых напряжениях для сварных швов | ||
| Сварка ручная автоматическая электродами повышенного качества Э42А, Э50А, в защитной газовой среде, контактная стыковая | 0,65 | ||
| Сварка ручная электродами Обычного качества Э42, Э50. Газовая сварка | 0,9 | 0,6 | |
| Контактная точечная | - | - | 0,5 |
Таблица 2.5
Эффективные коэффициенты концентрации напряжения Kσ
в сварных соединениях
| Элементы соединения и их характеристики | Для стали | |
| углеродистой | низколегированной | |
| Наплавленный металл | ||
| Стыковые швы: - при ручной сварке с контролем качества шва; - при ручной сварке без контроля качества шва. | 1,0 1,2 | 1,0 1,4 |
| Угловые швы: - лобовые при автоматической сварке; - лобовые при ручной сварке; | 1,7 2,3 | 2,4 3,2 |
| Фланговые швы: - при любой сварке | 3,5 | 4,5 |
| Околошовная зона | ||
| Стыковой шов: - с усилием 1,5 мм; - без усилия после механической обработки для листов одинаковой ширины и толщины; - без усилия после механической обработки для листов разной ширины; - без усилия после механической обработки для листов разной толщины. | 1,5 1,0 1,2 1,3 | 1,9 1,0 1,4 1,6 |
| Лобовой шов: - без механической обработки; - с механической обработкой | 2,3 1,2 | 3,2 1,4 |
| Фланговый шов: - при любой сварке | 3,5 | 4,5 |
 , (2.14)
, (2.14)
где Kσ – эффективный коэффициент концентрации напряжений, выбираемый по таблице 2.5 в зависимости от вида сварного соединения;  – коэффициент, учитывающий характер нагрузки.
– коэффициент, учитывающий характер нагрузки.
 . (2.15)
. (2.15)








