 2015-10-13
2015-10-13 516
516| Материал заготовки, сталь | После термообработки (ТО) | ТО + лазерная закалка | ТО + лазерная закалка с цианированием |
| 40Х | 56,2 | 41,4 | 35,1 |
| У8А | 44,2 | 37,0 | 23,2 |
| У10А | 42,0 | 34,1 | 22,4 |
| ХВГ | 30,6 | 25,6 | 19,3 |
| Х12М | 27,1 | 22,0 | 15,6 |
Лазерная обработка заготовок из сталей и чугунов значительно увеличивает износостойкость. В условиях трения скольжения стали 45 по твердому сплаву коэффициент трения после лазерной закалки непрерывным лазером уменьшается на 10 % по сравнению скоэффициентом трения при нормальном или улучшенном состоянии. Лазерную обработку нормализованных или отожженных сталей рекомендуется проводить при малых скоростях (менее 15 м/с) сканирования лазерным лучом. Такие же результаты получаются при лазерной обработке заготовок из сталей после их закалки и высокого отпуска.
По данным проф. А. Г. Григорьянца, обработка непрерывным излучением заготовок из сталей 09Г2, 35, 45, 40Х, 75Г приводит к повышению предела выносливости до 520 МПа (в исходном состоянии 200 -300 МПа). Повышение предела выносливости и контактной прочности обеспечивается за счет образования высокотвердой мартенситной структуры. Сравнительные испытания по упрочнению переходных поверхностей валов показали эффективность лазерного упрочнения (рис. 3.7, 3.8).
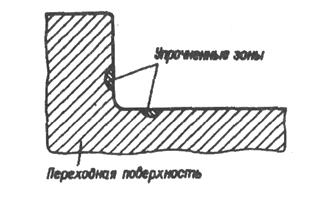
Рис. 3.7. Схема упрочнения галтелей валов
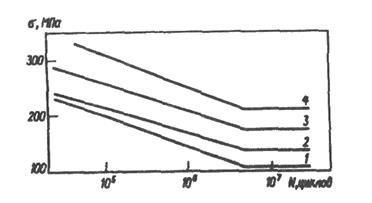
Рис. 3.8. Кривые усталости ступенчатых образцов из стали 45








