 2015-10-22
2015-10-22 1269
1269В этом случае при установке в жестких центрах возможны погрешности в радиальном и осевом направлениях.
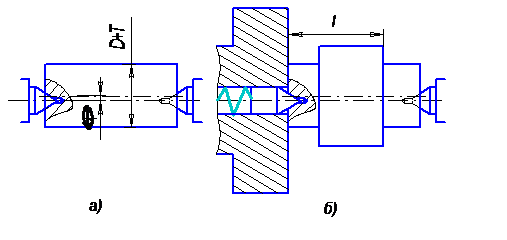 Рис.8. Рис.8. |
На первом переходе погрешность в радиальном направлении создается погрешностью зацентровки, т.е. смещением оси центровых гнезд относительно оси заготовки. Приближенно эту погрешность можно определить по формуле:
 ,
,
 |
Эта погрешность проявляется в виде биения заготовки. На последующих переходах погрешность уменьшается и вместе с другими составляющими погрешности укладывается в поле допуска.
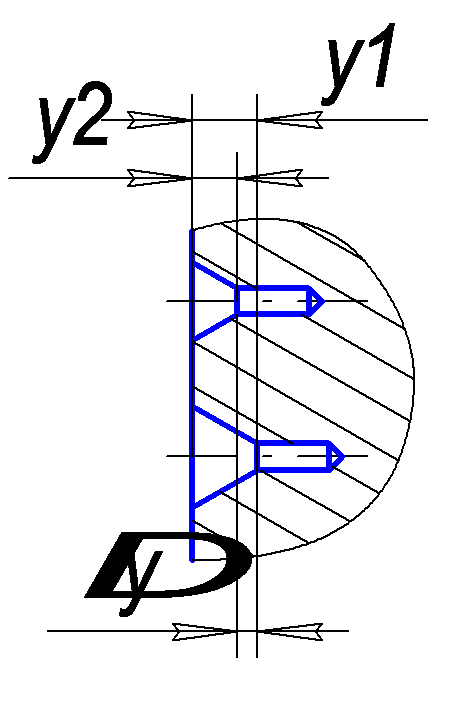
В осевом направлении погрешность создается за счет колебаний размера левого центрового гнезда, являющегося и упорной базой.
 ,
,
где y – длина конуса центрового отверстия;
Dy – разность между наибольшей и наименьшей длиной конуса центрового гнезда у партии заготовок.
Для обеспечения постоянного положения заготовки в осевом направлении применяется установка деталей по схеме приведенной на рис. 8-б.
Погрешности базирования для осевых размеров.
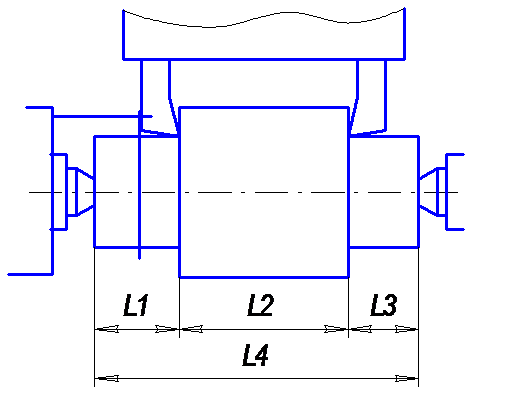 Рис. 9. Рис. 9. |
Установка на жесткий передний и выдвижной задний центры:
Погрешности базирования:
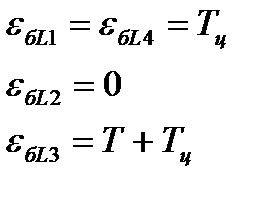
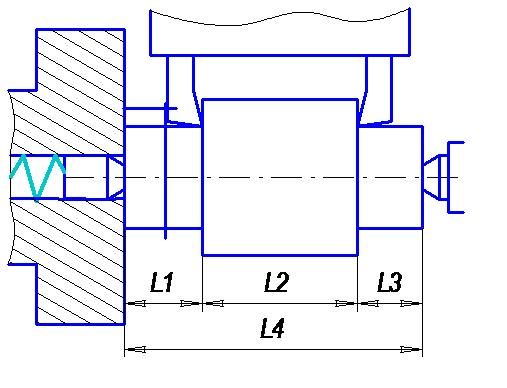 Рис. 10. Рис. 10. |
Установка на плавающий передний и выдвижной задний центры:
Погрешности базирования:
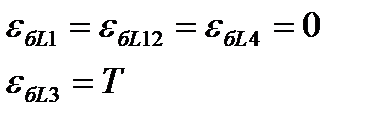 ,
,
где Т – допуск на длину заготовки;
Тц – допуск на глубину левого центрового отверстия.

