 2018-01-08
2018-01-08 888
888Задание
на курсовое проектирование по дисциплине
«Технология сельскохозяйственного машиностроения»
Исполнитель: студент группы__________ курса _____
(Ф.И.О.)
Руководитель: ________________________________
Тема проекта: разработка технологического процесса изготовления детали (узла)
_______________________________________________________________
(название детали, или узла)
Дата выдачи задания «_______________________»
Срок сдачи законченного проекта «_________________»
Годовой объем производства деталей, штук (узлов) – 100 шт.
Объем курсового проекта:
расчетно-пояснительная записка - 30-35 стр.
графическая часть - 3 листа формата А1
Рекомендуемая литература приведена в методических указаниях
Задание выдал ________________
Задание принял ________________ «_____________»
Приложение Б
Пример оформления рабочего чертежа
 Приложение В
Приложение В
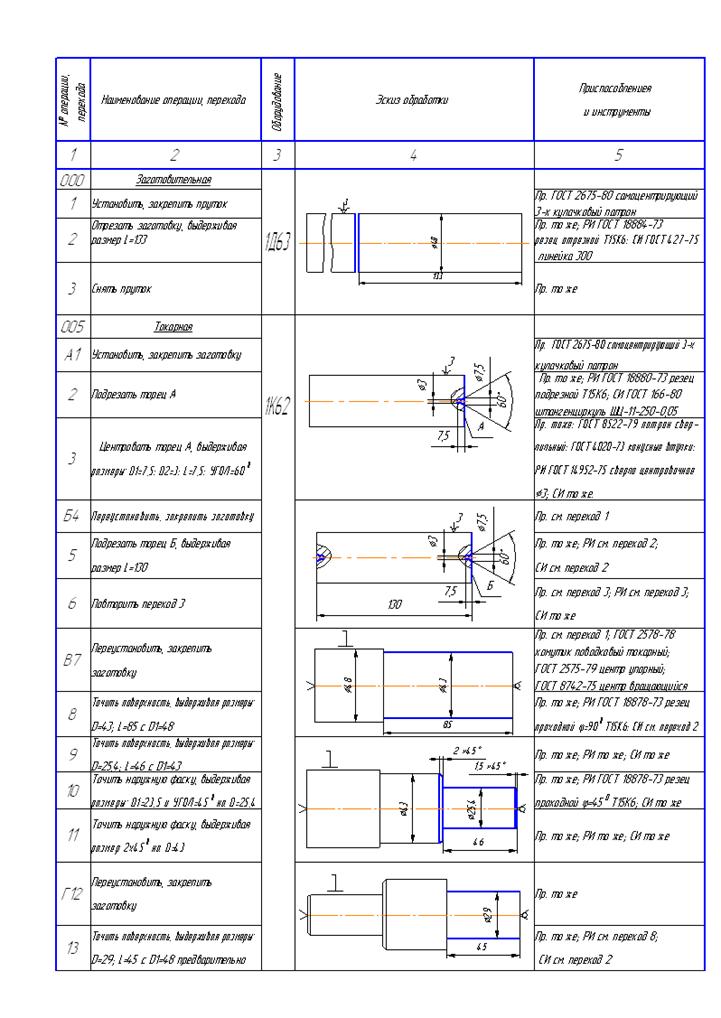
Операционная карта на изготовление детали
 Приложение В (продолжение)
Приложение В (продолжение)
Приложение Г
Пример расчета нормы времени по операциям и переходам.
Заготовительная
Переход 1. Установить, закрепить пруток.
Основное время равно нулю: То = 0 мин.
Вспомогательное время определяем по таблице 4.11 [3].
Устанавливаем пруток диаметром 48 мм в трехкулачковый самоцентрирующий патрон, длина прутка составляет 1 м. Масса одного метра данного прутка равна 14,205 кг [2]. Вспомогательное время равно 1,70 мин, т.е. Тв = 1,70 мин.
Определим штучное время перехода по формуле (1):
 , (1)
, (1)
где Кдоп – коэффициент дополнительного времени по отношению к оперативному времени (сумма основного и вспомогательного времени), %.
Для работ, выполняемых на токарных станках, Кдоп = 8%, табл. 4.1 [3].
Получаем штучное время перехода:
Тшт = 1,7∙1,08 = 1,84 мин.
Переход 2. Отрезать заготовку, выдерживая размер 133.
Глубина резания (t) при отрезании равна ширине главной режущей кромки резца, которая выбирается по таблице 3.26 [3].
t = 4 мм.
Подачу при отрезании выбирают из той же таблицы 3.26 [3].
S = 0,15 мм/об.
Табличное значение скорости резания назначается по таблице. 3.27 [3].
Vт = 107 м/мин.
Введем поправочные коэффициенты на скорость резания.
К1 - коэффициент, учитывающий прочность обрабатываемого материала (табл. 3.16 [3]); так как sВ стали 45 лежит в пределах от 600 до 650 МПа, то К1 = 1 (резец марки Т15К6).
К2 – коэффициент, учитывающий состояние обрабатываемой поверхности, (табл. 3.18 [3]). В нашем случае обрабатывается горячекатаный прокат: К2 = 0,9.
К3 – коэффициент, учитывающий материал режущей части инструмента (табл. 3.19 [3]). Так как материал Т15К6, то К3 = 1.
К4 – коэффициент, учитывающий сечение державки резца (табл. 3.20 [3]). На станке 1Д63 можно использовать резцы сечением 20х30 мм, поэтому К4 = 1.
К7 – коэффициент, учитывающий применение смазывающе-охлаждающей жидкости (СОЖ) (стр.88 [3]). При работе без применения СОЖ К7 = 1.
Общий поправочный коэффициент на скорость резания определим по формуле (2):
КV = К1∙К2 ∙К3 ∙К4 ∙К7. (2)
После подстановки получим:
КV = 1,0∙0,9∙1,0∙1,0∙1,0 = 0,9.
Скорректированная скорость резания определяется по выражению (3):
Vр = Vт∙Kv. (3)
Таким образом,
Vр = 107∙0,9 = 96,3 м/мин.
Вычислим обороты шпинделя станка по формуле (4):
 , (4)
, (4)
где D – максимальный диаметр обрабатываемой поверхности, мм.
 об/мин.
об/мин.
Выбираем обороты станка по паспорту (табл. 3.23 [3]). Мы попали в интервал от 600 до 750 об/мин. Принимаем ближайшее меньшее значение: n = 600 об/мин.
Вычислим действительную скорость резания по формуле (5):
 . (5)
. (5)
 м/мин
м/мин
Найдем расчетную длину, пройденную режущим инструментом в процессе обработки, из выражения (6):
L = l + y, (6)
где: l – длина обрабатываемой поверхности, мм;
у– величина перебега и врезания, мм.
При отрезании l = D/2;
l = 48/2 = 24 мм;
у = 3 мм (табл. 4.2 [3]).
Таким образом,
L = 24+3 = 27 мм.
Вычислим основное время по формуле (7):
 , (7)
, (7)
где i – число проходов, шт.
При отрезании i принимаем равным 1 шт.
 .
.
Вспомогательное время перехода: Тв = 0,2 мин, (см. табл. 4.12 [3]).
Штучное время перехода:
Тшт = (0,3 +0,2) ∙ 1,08 = 0,54 мин.
Переход 3. Снять деталь.
То = 0 мин, Тв = 0 мин, Тшт = 0 мин.
Норму времени на заготовительную операцию вычислим по формуле (8):
 , (8)
, (8)
где Тшт – сумма штучных времен всех переходов, мин;
Тп.з. – подготовительно-заключительное время, мин;
Кшт – количество изготавливаемых деталей, шт.
Тп.з. = 9 мин (табл. 4.13 [3])
Кшт = 1 шт
Тогда
Тн = 1,84+0,54+ 9/1 = 11,38 мин.
Токарная
Переход А1. Установить, закрепить заготовку.
Основное время равно нулю: То = 0 мин.
Масса заготовки, длиной 133 мм, диаметром 48 мм равна 14,205∙133:1000 = 1,89 кг.
Вспомогательное время на установку заготовки в 3-х кулачковый самоцентрирующийся патрон:
Тв = 0,55 мин (табл. 4.11 [3]).
Штучное время определим по формуле (1):
 .
.
Тшт = 0,55∙1,08 = 0,59 мин.
Переход 2. Подрезать торец А.
Припуск на обработку hтор = 1,5 мм.
Глубину резания выбираем равную припуску на обработку:
t = hтор = 1,5 мм.
Число проходов: I = h/t = 1.
Подачу выбираем по табл. 3.24 [3]: S = 0,4 мм/об.
Скорость резания определяем по табл. 3.10 [3]: Vт = 166 м/мин.
Вводим поправочные коэффициенты:
К1 = 1,0 (табл.3.16 [3]);
К2 = 0,9 (табл.3.18 [3]);
К3 = 1,0 (табл.3.19 [3]);
К4 = 0,95 - для резца, сечение державки которого 16х25 мм (табл.3.20 [3]);
К7 = 1,0 [3, с. 88].
К = 0,8 – коэффициент, учитывающий применение подрезного резца [3, с. 92].
Общий поправочный коэффициент на скорость резания определим, как произведение указанных коэффициентов:
КV = К1∙К2 ∙К3 ∙К4 ∙К7 ∙К. (9)
КV = 1,0∙0,9∙1,0∙0,95∙1,0∙0,8 = 0,684.
Найдем скорректированную скорость резания по формуле (3):
Vр = 166∙0,684 = 113,5 м/мин.
Вычислим расчетные обороты шпинделя по выражению (4):
 об/мин.
об/мин.
Выбираем обороты по паспорту станка (см. табл.3.23 [3]). Расчетное значение оборотов попало в диапазон от 630 до 800 об/мин. Принимаем n = 630 об/мин.
Определяем действительную скорость резания из выражения (5):
 м/мин.
м/мин.
Расчетная длина обрабатываемой поверхности: L = l + y,
где: l = D/2. – длина обрабатываемой поверхности;
l = 48/2 = 24 мм
у = 3,5 мм (табл. 4.2 [3]) – величина перебега и врезания.
Таким образом,
L = 24 + 3,5 = 27,5 мм.
Вычислим основное время по формуле (6):
 мин.
мин.
Вспомогательное время, связанное с проходом, определяем по табл. 4.12 [3]:
Тв = 0,2 мин.
Штучное время перехода:
Тшт = (0,11 + 0,2)∙1,08 = 0,33 мин.
Переход 3. Центровать торец А, выдерживая размеры: d = 4, l = 10, L = 600.
Основное время на центровку деталей дано в табл. 4.7 [3]:
То = 0,09 мин.
Вспомогательное время на центровку находим из табл. 4.12 [3]:
Тв = 0,6 мин.
Штучное время перехода:
Тшт = (0,09 + 0,6)∙1,08 = 0,75 мин.
Переход Б4. Переустановить, закрепить заготовку
Смотри расчет перехода А1:
То = 0 мин, Тв = 0,55 мин, Тшт = 0,59 мин.
Переход 5. Подрезать торец Б, выдерживая размер l = 130
Смотри расчет перехода 2:
То = 0,11 мин, Тв = 0,52мин, Тшт = 0,33 мин.
Переход 6. Повторить переход 3 для торца Б
Смотри расчет перехода 3:
То = 0,09 мин, Тв = 0,6 мин, Тшт = 0,75 мин.
Переход В7. Переустановить, закрепить заготовку.
Основное время: То = 0 мин.
Вспомогательное время на установ детали (массой от 1 до 3 кг) в центрах с хомутиком находим по табл. 4.11 [3]:
Тв = 0,55 мин.
Штучное время перехода:
Тшт = 0,55∙1,08 = 0,59 мин.
Переход 8. Точить Ø48 до Ø43 на длину 85.
Припуск на обработку:
 ,
,
 мм.
мм.
Глубина резания: t = h, t = 2,5 мм.
Подача S = 0,5 мм/об (табл. 3.8 [3]).
Табличное значение скорости резания: Vт = 166 м/мин (табл. 3.10 [3]).
Поправочные коэффициенты:
К1 = 1,0 (табл.3.16 [3]);
К2 = 0,9 (табл. 3.18 [3]);
К3 = 1,0 (табл. 3.19 [3]);
К4 = 0,95 (табл. 3.20 [3]);
К5 = 0,64 (табл. 3.21 [3]), так как главный угол в плане φ = 900;
К7 = 1,0 [3, с. 88].
Общий поправочный коэффициент на скорость резания:
КV = 1,0∙0,9∙1,0∙0,95∙0,64∙1,0 = 0,547.
Скорректированная скорость резания
Vр = 166∙0,547 = 90,8 м/мин.
Расчетные обороты шпинделя:
 об/мин.
об/мин.
Расчетные обороты попали в диапазон от 500 до 630 об/мин.
Принимаем обороты шпинделя станка по паспорту n = 630 об/мин, так как превышение расчетного значения не более 5% (табл. 3.23 [3]).
Действительная скорость резания:
 м/мин.
м/мин.
Расчетная длина обрабатываемой поверхности:
L = l + y,
где l = 85 мм – длина обрабатываемой поверхности,
у = 5 мм – величина врезания и перебега (табл. 4.2 [3]).
L = 85+5 = 90 мм.
Основное время:
 мин.
мин.
Вспомогательное время, связанное с проходом (табл. 4.12 [3]):
Тв = 0,5 мин.
Штучное время перехода:
Тшт = (0,29+0,5) ∙ 1,08 = 0,85 мин.
Переход 9. Точить Ø 43 до Ø 25,4 на длину 46 мм.
Припуск на обработку:
.
 мм.
мм.
Глубина резания: t = 4,4 мм
Число проходов: i = 8,8/4,4 = 2.
Подача S = 0,4 мм/об (табл. 3.8 [3]).
Табличное значение скорости резания Vт = 150 м/мин (табл. 3.10 [3]).
Поправочные коэффициенты такие же, как в переходе 8.
Kv = 0,547.
Скорректированная скорость резания
Vр = 150∙0,547 = 82,1 м/мин.
Расчетные обороты шпинделя:
 об/мин.
об/мин.
Расчетные обороты лежат в диапазоне от 500 до 630 об/мин, паспортные значения оборотов принимаем равным 630 об/мин.
n = 630 об/мин (табл. 3.23 [3]).
Действительная скорость резания
 м/мин.
м/мин.
Расчетная длина обрабатываемой поверхности:
L = l + y,
l = 46 мм – длина обрабатываемой поверхности,
у = 7 мм – величина врезания и перебега (табл. 4.2 [3]).
L = 46+7 = 53 мм.
Основное время:
 мин.
мин.
Вспомогательное время, связанное с проходом (табл. 4.12 [3]):
Тв = 0,5 мин.
Штучное время перехода:
Тшт = (0,42+0,5) ∙ 1,08 = 0,99 мин.
Переход 10. Точить фаску 1,5х450 на Ø 25,4.
Основное время:
То = 0,13 мин (табл. 4.5 [3]).
Вспомогательное время:
Тв = 0,07 мин (табл. 4.12 [3]).
Штучное время перехода:
Тшт = (0,13+0,07) ∙ 1,08 = 0,22 мин.
Переход 11. Точить фаску 2х450 на Ø 43.
Основное время:
То = 0,16 мин (табл. 4.5 [3]).
Вспомогательное время:
Тв = 0,07 мин (табл. 4.12 [3]).
Штучное время перехода:
Тшт = (0,16+0,07) ∙ 1,08 = 0,25 мин.
Переход Г12. Переустановить, закрепить заготовку
Смотри расчет перехода В7:
То = 0 мин, Тв = 0,55 мин, Тшт = 0,59 мин.
Переход 13. Точить Ø 48 до Ø 29 на длину 45 мм предварительно.
Припуск на обработку:
,
 мм.
мм.
Глубина резания: t = 5 мм
Число проходов: i = 9,5/5 = 1,9.
Так как число проходов целое число, то i = 2.
Глубина резания первого прохода t1 = 5 мм, второго – t2 = 4,5 мм.
Подача при черновом точении S = 0,4 мм/об (табл. 3.8 [3]).
Табличное значение скорости резания Vт = 150 м/мин (табл. 3.10 [3]).
Поправочные коэффициенты такие же, как в переходе 8.
Kv = 0,547.
Скорректированная скорость резания
Vр = 150∙0,547 = 82,1 м/мин.
Расчетные обороты шпинделя:
 об/мин.
об/мин.
Расчетные обороты лежат в диапазоне от 500 до 630 об/мин, паспортные значения оборотов принимаем равным 500 об/мин.
n = 500 об/мин, табл. 3.23 [3].
Действительная скорость резания
 м/мин.
м/мин.
Расчетная длина обрабатываемой поверхности:
L = l + y,
l = 45 мм – длина обрабатываемой поверхности,
у = 7 мм – величина врезания и перебега (табл. 4.2 [3]).
L = 45+7 = 52 мм.
Основное время:
 мин.
мин.
Вспомогательное время (табл. 4.12 [3]):
Тв = 0,5 мин.
Штучное время перехода:
Тшт = (0,52+0,5)∙1,08 = 1,10 мин.
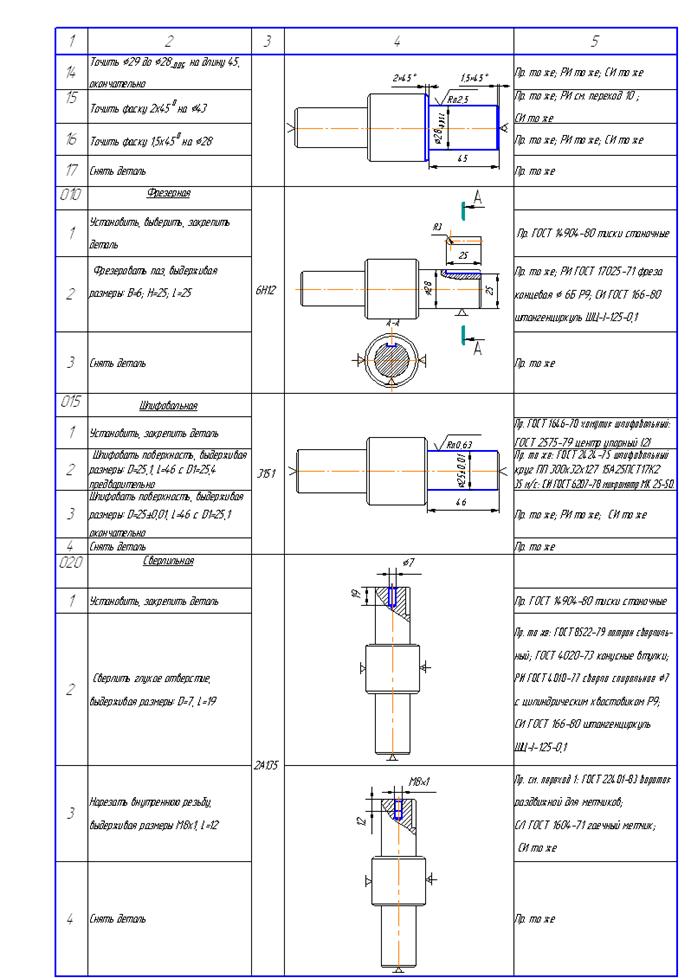
Переход 14. Точить Ø 29 до Ø 28 - 0,03 на длину 45 окончательно.
Припуск на обработку:
,
 мм.
мм.
Глубина резания: t = 0,5 мм
Число проходов: i = 0,5/0,5 = 1.
Подача при чистовой обработке S = 0,1 мм/об (табл. 3.9 [3]).
Табличное значение скорости резания Vт = 253 м/мин (табл. 3.11 [3]).
Поправочный коэффициент тот же: Kv = 0,547.
Скорректированная скорость резания
Vр = 253∙0,547 = 138,4 м/мин.
Расчетные обороты шпинделя:
 об/мин.
об/мин.
Диапазон, в который попали расчетные обороты: 1250…1600 об/мин.
Выбираем обороты по паспорту станка: n = 1250 об/мин.
Действительная скорость резания V = 113,9 м/мин.
Расчетная длина обрабатываемой поверхности:
L = l + y,
l = 45 мм, у = 2 мм (табл. 4.2 [3]).
L = 45+2 = 47 мм.
Основное время:
 мин.
мин.
Вспомогательное время (табл. 4.12 [3]):
Тв = 0,8 мин.
Штучное время перехода:
Тшт = (0,38+0,8) ∙1,08 = 1,27 мин.
Переход 15. Точить фаску 2х450 на Ø 43.
Основное время:
То = 0,16 мин (табл. 4.5 [3]).
Вспомогательное время:
Тв = 0,07 мин (табл. 4.12 [3]).
Штучное время перехода:
Тшт = (0,16+0,07)∙1,08 = 0,25 мин.
Переход 16. Точить фаску 1,5х450 на Ø 28.
Основное время:
То = 0,13 мин (табл. 4.5 [3]).
Вспомогательное время:
Тв = 0,07 мин (табл. 4.12 [3]).
Штучное время перехода:
Тшт = (0,13+0,07)∙1,08 = 0,22 мин.
Переход 17. Снять деталь.
Основное время: То = 0.
Вспомогательное время: Тв = 0, т.к. время на установ и на снятие детали дается одно время.
Штучное время:
Тшт = 0.
Рассчитаем норму времени на токарную операцию:
,
где: Тшт – сумма штучных времен всех переходов токарной операции, мин;
Тп.з. – подготовительно-заключительное время, мин;
Кшт – количество деталей, шт.
Тшт = 0,59+0,33+0,75+0,59+0,33+0,75+0,59+0,85+0,99+0,22+0,25+0,59+
+1,10+1,27+0,25+0,22 = 9,67 мин.
Тп.з. = 9 мин (табл. 4.13 [3]), т.к. количество инструментов при наладке 4 шт., высота центров станка 200 мм, сложность подготовки к работе – простая.
Кшт = 1.
Тн = 9,67 + 9:1 = 18,67 мин.
Фрезерная
Переход 1. Установить, выверить, закрепить деталь.
Основное время: То = 0.
Вспомогательное время на установ и закрепление детали с выверкой средней сложности, массой от 1 до 3 кг равна 0,9 мин.
Тв = 0,9 мин (табл. 4.17 [3]).
Штучное время определяем по формуле (1):
.
Для работ на фрезерных станках Кдоп = 7% (табл. 4.1 [3]), поэтому
Тшт = 0,9∙1,07 = 0,96 мин.
Переход 2. Фрезеровать паз, выдерживая размеры: b = 6; l = 25; h = 25.
Припуск на обработку при фрезеровании пазов концевыми фрезами можно вычислить по формуле:
hф = D – h.
hф = 28 – 25 = 3 мм.
Глубину резания принимаем равный припуску на обработку: t = h = 3 мм.
Число проходов: i = h/t, i = 3/3 = 1.
Подачу определяем по табл. 3.58 [3]: S = 0,02 мм/об.
Табличное значение скорости резания Vт = 126 м/мин (табл. 3.60 [3]).
Введем поправочные коэффициенты на скорость резания:
К1 = 1,0 (табл.3.16 [3]), обработку ведем инструментом из быстрорежущей стали – Р9, обрабатываемый материал – углеродистая сталь с σВ = 650 МПа;
К2 = 0,9 (табл.3.18 [3]), т.к. материал горячекатаный прокат;
К3 = 1,0 (табл.3.19 [3]), т.к. материал режущей части Р9;
К7 = 1,0, [3, с. 88], т.к. режущий инструмент работает без охлаждения.
Общий поправочный коэффициент на скорость резания:
КV = К1∙К2∙К3∙К7.
КV = 1,0∙0,9∙1,0∙1,0 = 0,9.
Скорректированная скорость резания
Vр = 126∙0,9 = 113,4 м/мин.
Расчетные обороты шпинделя станка находим по выражению:
 ,
,
где D – диаметр фрезы, мм.
 об/мин.
об/мин.
Принимаем обороты шпинделя станка 6Н12 по паспорту: n = 1550 об/мин (табл. 76 [1]).
Действительная скорость резания:
 м/мин.
м/мин.
Расчетная длина обрабатываемой поверхности:
L = l + y1 + у2,
где l = 25 мм – длина обрабатываемой поверхности,
y1 + у2 = 3 мм – величина врезания и перебега (табл. 4.9 [3]).
L = 25+3 = 28 мм.
Основное время:
 мин.
мин.
Вспомогательное время, связанное с проходом (табл. 4.18 [3]):
Тв = 0,8 мин.
Штучное время перехода:
Тшт = (0,93+0,8)∙1,07 = 1,85 мин.
Переход 3. Снять деталь.
Основное время: То = 0.
Вспомогательное время: Тв = 0.
Штучное время: Тшт = 0.
Рассчитаем норму времени на фрезерную операцию:
,
где: Тшт – сумма штучных времен всех переходов фрезерной операции, мин.
Подготовительно-заключительное время на фрезерование в тисках – 22 мин, и на закрепление фрезы – 2 мин (табл. 4.19 [3]).
Тп.з. = 22 + 2 = 24 мин.
Норма времени на фрезерную операцию:
Тн = 2,81 + 24/1 = 26,81 мин.
Шлифовальная
Переход 1. Установить, закрепить деталь.
Основное время: То = 0.
Вспомогательное время: Тв = 0,4 мин (табл. 4.14 [3]) – установка в центрах детали массой от 1 до 3 кг.
Штучное время:
.
Для шлифовальных работ:
Кдоп = 9% (табл. 4.1 [3]), таким образом:
Тшт = 0,4∙1,09 = 0,44 мин.
Переход 2. Шлифовать Ø 25,4 до Ø 25,1 на длину 46 предварительно.
Припуск на обработку:
,
 мм.
мм.
Глубина резания или поперечная подача: t = Sпоп = 0,033 мм/об.
Число проходов: i = 0,15/0,033 = 4,5, т.к. число проходов целое число, то i= 5.
Уточним глубину резания:
t = 0,15/5 = 0,03 мм/об.
Продольную подачу в долях ширины круга (β) при предварительном шлифовании найдем из табл. 3.65 [3]: β = 0,4.
Значение продольной подачи: Sпр = β∙Вкр;
где Вкр – ширина круга,
Вкр = 32 мм.
Sпр = 0,4∙32 = 12,8 мм/об.
Окружная скорость детали при шлифовании, Vт = 13 м/мин (табл. 3.68[3]).
Найдем обороты детали:
 об/мин.
об/мин.
Выбираем обороты шпинделя по паспорту станка:
n = 150 об/мин (табл. 89 [1]).
Действительная скорость резания
V = 3,14∙25,4∙150/1000 = 11,9 м/мин.
Расчетная длина обрабатываемой поверхности:
L = l + y,
l = 46 мм, у = 3 мм (табл. 4.10 [3]).
L = 46+3 = 49 мм.
Основное время определяется по формуле (10):
 , (10)
, (10)
L –расчетная длина обрабатываемой поверхности, мм;
i –число проходов, шт.;
n –обороты шпинделя станка (обороты детали), об/мин;
SПР – продольная подача, мм/об;
KЗ – коэффициент зачистных ходов (КЗ = 1,2–1,7).
 мин.
мин.
Вспомогательное время (табл. 4.15 [3]):
Тв = Тв1 + Тв2,
где Тв1 = 1,00 мин – вспомогательное время на первый проход;
Тв2 = 4∙0,04 = 0,16 мин – вспомогательное время на четыре последующих прохода.
Тв = 1,16 мин.
Штучное время перехода:
Тшт = (0,15+1,16)∙1,09 = 1,43 мин.
Переход 3. Шлифовать Ø 25,1 до Ø 25±0,01 на длину 46 окончательно.
Припуск на обработку:
,
 мм.
мм.
Глубина резания или поперечная подача при чистовом шлифовании:
t = Sпоп = 0,005 мм/об. (табл. 3.66 [3]).
Число проходов: i = 0,05/0,005 = 10.
Продольная подача в долях ширины круга: β = 0,2 (табл. 3.66 [3]).
Продольная подача: Sпр = β∙Вкр;
Sпр = 0,2∙32 = 6,4 мм/об.
Скорость резания: Vт = 70 м/мин (табл. 3.68 [3]).
Обороты шпинделя станка: nр = 1000∙70/(3,14∙25,1) = 887 об/мин.
Обороты шпинделя по паспорту станка: n = 300 об/мин (табл. 89 [1]) – это максимальные обороты шпинделя, которые могут быть на станке 3151.
Действительная скорость резания
V = 3,14∙25,1∙300/1000 = 23,6 м/мин.
Расчетная длина обрабатываемой поверхности:
L = l + y,
l = 46 мм, у = 3 мм (табл. 4.10 [3]).
L = 46+3 = 49 мм.
Основное время:
 мин.
мин.
К3 = 1,7 – коэффициент зачистных проходов взят больше, т.к. в данном переходе производится чистовая обработка.
Вспомогательное время (табл. 4.15 [3]):
Тв = 1,00 + 9∙0,04 = 1,36 мин.
Штучное время перехода:
Тшт = (0,43+1,36)∙1,09 = 1,95 мин.
Переход 4. Снять деталь.
То = 0 мин, Тв = 0 мин, Тшт = 0 мин.
Норма времени на шлифовальную операцию:
,
где: Тшт – сумма штучных времен всех переходов операции, мин.
Тшт = 0,44+1,43+1,95 = 3,82 мин.
Тп.з. – подготовительно-заключительное время, мин. Тп.з. = 7 мин (табл. 4.16 [3]);
Кшт – количество деталей, шт. Кшт = 1.
Получаем:
Тн = 3,82+7/1 = 10,82 мин.
Сверлильная
Переход 1. Установить, закрепить деталь.
Основное время: То = 0 мин.
Вспомогательное время определяем по таблице 65 [1]; для закрепления детали массой до 3 кг в тисках с винтовым зажимом Тв = 0,5 мин.
Штучное время:
Для работ, выполняемых на сверлильных станках:
Кдоп = 6% (табл.4.1 [3]).
Получаем штучное время перехода:
Тшт = 0,5∙1,06 = 0,53 мин.
Переход 2. Сверлить отверстие Ø7 на глубину 19.
Глубина резания:
t = Dсв/2.
где Dсв– диаметр сверла
t = 7/2 = 3,5 мм.
Подача при сверлении (табл. 3.34 [3]): S = 0,15 мм/об.
Табличное значение скорости резания: Vт = 30 м/мин.
Введем поправочные коэффициенты. Они такие же, как и при фрезеровании, только добавляется еще один коэффициент К6, учитывающий глубину сверления:
К1 =1,0 (табл. 3.16 [3]);
К2 = 0,9 (табл. 3.18 [3]);
К3 = 1,0 (табл. 3.19 [3]);
К6 = 1,0 (табл. 3.22 [3]);
К7 = 1,0 [3, с. 88].
Общий поправочный коэффициент на скорость резания:
КV = К1 ∙К2 ∙К3 ∙К6 ∙К7.
КV = 1,0∙0,9∙1,0∙1,0∙1,0 = 0,9.
Скорректированная скорость резания:
Vр = Vт Kv.
Vр = 30∙0,9 = 27 м/мин.
Расчетные обороты шпинделя станка:
 ,
,
где D – диаметр сверла, мм.
 об/мин.
об/мин.
Ближайшие обороты шпинделя станка 2А135 по паспорту n = 1100 об/мин (табл.62 [1]).
Действительная скорость резания:
 .
.
 м/мин.
м/мин.
Расчетная длина обрабатываемой поверхности:
L = l + y,
l = 19 мм – длина обрабатываемой поверхности,
y = 4 мм – величина врезания и перебега (табл. 4.4 [3]).
L = 19+4 = 23 мм.
Основное время:
 мин.
мин.
Вспомогательное время (табл. 66 [1]):
Тв = 0,16 мин.
Штучное время:
Тшт = (0,14+0,16)∙1,06 = 0,32 мин.
Переход 3. Нарезать резьбу М8х1 на глубину 12.
Нарезание резьбы вручную относится к слесарным видам работы. Неполное штучное время при нарезании резьбы метчиками приведено в табл. 236 [1].
Тнш = 2,48 мин.
Это время дано для нарезания в сквозных отверстиях. У нас глухое отверстие, поэтому данное время необходимо умножить на коэффициент 1,2. Итак, неполное штучное время данного перехода:
Тнш = 2,48∙1,2 = 2,98 мин.
Переход 4. Снять деталь.
Основное время: То = 0 мин.
Вспомогательное время: Тв = 0 мин.
Штучное время: Тшт = 0 мин.
Нормы времени на сверлильную операцию найдем по формуле:
 ,
,
где: Тшт – сумма штучных времен всех переходов, мин;
Тнш – сумма неполных штучных времен всех переходов, мин;
Тп.з. – подготовительно-заключительное время, мин;
Кшт – количество изготавливаемых деталей, шт.
Тшт = 0,53 + 0,32 = 0,85 мин.
Тнш = 2,98 мин.
Тп.з. = 5 мин (табл. 67 [1]).
Кшт = 1.
Получаем: Тн = 0,85+2,98+5/1 = 8,83 мин.
Норма времени на изготовление детали равна сумме норм времени на каждую операцию:
Тн = Тн.заг. + Тн.ток. + Тн.ф + Тн.шл + Тн.св.
Тн = 11,38+18,67+76,81+10,82+8,83 = 76,51 мин
Тн ≈ 77 мин = 1 ч 17 мин.
Приложение Д
Пример оформления технологической карты механической обработки детали
Методическое издание








