 2018-01-08
2018-01-08 772
772Сваркой называют технологический процесс получения неразъемных соединений заготовок посредством установления межатомных и межмолекулярных связей между свариваемыми частями, что возможно при сближении атомов на расстояние, близкое к параметру кристаллической решетки.
Сварочные процессы применяют для изготовления сварных конструкций, исправления брака литья и восстановления поломанных и изношенных изделий.
Одним из наиболее распространенных видов сварки является ручная электродуговая сварка.
Источником тепла является электрическая дуга. Температура электрической дуги зависит от материала электродов: при угольных электродах она составляет 3200 0С на катоде и 3900 0С на аноде; при металлических электродах соответственно 2400 0С и 2600 0С.
Для зажигания электрической дуги необходимо напряжение при постоянном токе 40-60 В, а при переменном токе 50-70 В. Устойчивое горение дуги происходит при напряжении 15-35 В.
В качестве источников питания для сварки на постоянном токе применяют сварочные генераторы или выпрямители, а на переменном – сварочные трансформаторы.
Наибольшее распространение получила сварка на переменном токе. В качестве источников питания в основном применяют сварочные трансформаторы типа СТЭ и СТН. Схема трансформатора СТЭ приведена на рисунок 6.1.
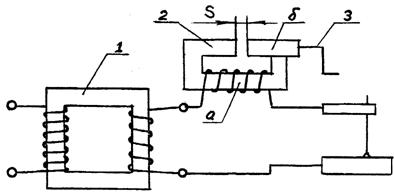
Рисунок 6.1 - Схема сварочного аппарата СТЭ-34:
1 – понижающий трансформатор; 2 – регулятор тока; 3 – рукоятка регулятора; а – неподвижная часть регулятора; б – подвижная часть регулятора.
Аппараты типа СТЭ состоят из понижающего трансформатора 1 и отдельного регулятора тока 2. первичная обмотка трансформатора включается в сеть переменного тока, а во вторичной обмотке индуцируется ток напряжением 55-60 В. Регулятор тока представляет собой катушку самоиндукции с железным сердечником, состоящим из двух частей: неподвижной (а) и подвижной (б). обмотка включена непосредственно в сварочную цепь. Изменение силы тока в дуге достигается путем изменения магнитного сопротивления регулятора за счет зазора между подвижной и неподвижной частями. Воздушный зазор устанавливается вращением рукоятки регулятора 3.
Для получения качественного сварного шва плавящийся электрод при сварке должен быть наклонен под углом 15-20 0 от вертикальной оси. Изменяя угол наклона электрода, можно регулировать глубину расплавления основного металла и скорость охлаждения ванны.
При сварке тонких листов накладывают узкий валик (шириной 0,8-1,5 диаметра электрода) без поперечных колебаний. При сварке толстых листов конец электрода совершает колебательное движение.
Сварку встык без разделки кромок производят чаще всего сквозным проплавлением с одной стороны шва (рисунок 6.2 а).
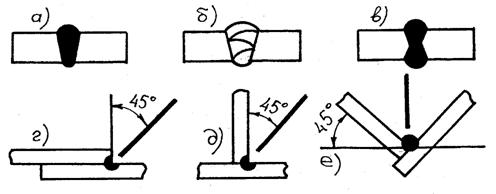
Рисунок 6.2 - Схемы наложения валиков для стыковых и угловых швов:
а – сварка встык без разделки кромок; б – сварка в стык с U-образной разделкой шва; в - – сварка в стык с Х - образной разделкой шва; г,д – сварка углового шва; е – сварка углового шва в лодочку
При сварке встык шва с U – образной разделкой (рисунок 6.2 б) дугу зажигают вблизи скоса кромок и наплавляют валик металла. Сварку Х – образных швов (рисунок 6.2 в) с целью уменьшения деформации производят переменным наложением слоем с обеих сторон разделки. При образовании углового шва (рисунок 6.2 г,д) электрод наклоняют под углом 450 к поверхности детали, либо наклоняют обе свариваемые поверхности (сварка в лодочку, рисунок 6.2 е).
В качестве электродов для ручной электродуговой сварки и наплавки используют металлические стержни длиной 250-450 мм диаметром 1,6 – 12 мм. Для сварки углеродистой стали электроды изготавливают из мягкой стальной проволоки, содержащей 0,08-0,12 % углерода (марки Св-0,8 и Св-0,8А). при сварке легированной стали электроды изготавливают из низколегированной стали с содержанием углерода до 0,22%. Для сварки углеродистых и легированных сталей используют электроды марок Э42А, Э50А, Э145. Цифры показывают предел прочности шва в кг/мм2, буква А – повышенные пластические свойства и вязкость металла.
Электроды с тонкими обмазками (толщиной 0,1-0,3 мм) применяют только для сварки малоответственных конструкций. Электроды с толстыми обмазками (качественные) повышают устойчивость горения дуги и защищают расплавленный металл от окисления и насыщения азотом. Обмазки содержат мел, поташ, углекислый барий, полевой шпат и т.д. и обеспечивают высокое качество свариваемого шва.
Качество, производительность и экономичность сварочных работ, выполняемых ручной электродуговой сваркой зависит от правильно выбранного режима сварки, определяемого диаметром электрода (d), величиной сварочного тока (Jсв), длиной дуги (l).
Диаметр электрода (d) выбирают в зависимости от толщины свариваемого материала, а также типа сварного шва (табл. 4.1)
Таблица 6.1 Зависимость диаметра электрода от толщины
свариваемого материала
| Толщина металла, мм | 0,5 | 1-2 | 2-5 | 5-10 | >10 |
| Диаметр электрода, мм | 1,5 | 2-2,5 | 2,5-4 | 4-6 | 4-8 |
Примечание: Для потолочных и вертикальных швов значения d и Jсв принимают минимальные.
Величина сварочного тока (Jсв) определяется в зависимости от диаметра (d) электрода по формуле:
 (6.1)
(6.1)
где Jсв – сила сварочного тока, А;
d – диаметр электрода, мм;
к – коэффициент, А/мм
Коэффициент к принимается равным для электродов из:
малоуглеродистой стали 45-60 А/мм;
легированной стали 35-45 А/мм.
При сварке большим током процесс идет очень интенсивно, металл перегревается и возможны сквозные проплавления (прожоги). При сварке очень малым током процесс идет медленно и возможны непровары.
Длина дуги (l) определяется по формуле:
 (6.2)
(6.2)
где l – длина дуги, мм.
Качество сварного шва тем выше, чем меньше длина дуги.
Напряжение горения дуги (U) определяется по формуле:
 (6.3)
(6.3)
где U – напряжение горения дуги, В;
α – коэффициент, характеризующий падение напряжения на электроде: для стальных электродов – 10-12; для графитовых электродов – 35-38.
β – коэффициент, характеризующий падение напряжения на 1 мм длины дуги; принимают 2-2,5.
Скорость сварки Vсв в м/час определяется по формуле:
 (6.4)
(6.4)
где L – длина сварного шва, м;
t – время горения дуги, ч
При проведении расчетов основными величинами, характеризующими технико-экономические показатели процесса ручной электродуговой сварки, являются коэффициенты плавления dп, наплавки dн, потерь Ψ и производительность сварки Q.
Коэффициент плавления dп показывает, сколько электродного металла в граммах плавится под действием сварочного тока в 1 ампер за 1 час. Коэффициент dп определяется по формуле:
 (6.5)
(6.5)
где Qп – количество расплавленного металла электрода, г;
Jсв – сила сварочного тока, А;
t – время горения дуги, сек.
Количество расплавленного металла определяется по формуле:
 (6.6)
(6.6)
где qст – вес стержня электрода до сварки, г;
qог – вес огарка электрода после сварки, г.
Коэффициент наплавки dн показывает сколько электродного металла в граммах наплавляется на деталь под действием сварочного тока в 1 ампер за 1 час. Коэффициент dн определяется по формуле:
 (6.7)
(6.7)
где Qн – количество наплавленного на деталь электродного металла, г
Jсв – сила сварочного тока, А;
t – время горения дуги, сек.
Количество наплавленного на деталь электродного металла определяется по формуле:
 (6.8)
(6.8)
где Qнап – вес детали после наплавки металла электрода, г;
Qдо – вес детали до наплавки, г.
Коэффициент потерь определяется по формуле:
 (6.9)
(6.9)
Производительность сварки определяется количеством металла (кг) наплавляемого в единицу времени (час) по формуле:
 (6.10)
(6.10)
где dн – коэффициент наплавки;
Jсв – сила сварочного тока, А;
Кс – коэффициент загрузки сварщика, зависит от вида производства и характера выполняемой работы. Для полевых условий Кс принимают равным 0,4 а для стационарных условиях при хорошей организации работы Кс принимают равным 0,8.








