 2018-01-08
2018-01-08 12322
12322Температура закалки для сталей большинства марок определяется положением критических точек А1 и А3.
Для углеродистых сталей температуру закалки можно определить по диаграмме железо - углерод.Обычно для доэвтектоидной стали она должна быть на 30 - 50 °С выше Ас3 а для заэвтектоидной стали - на 30 - 50 °С выше Ас1.
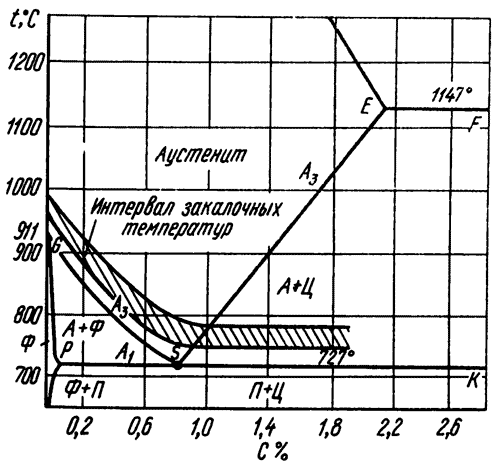 | Рис. 228. Интервал закалочных температур углеродистой стали |
При закалке доэвтектоидной стали с температуры выше Ас1 но ниже Ас3 в структуре наряду с мартенситом сохраняется часть феррита,который снижает твердость в закаленном состоянии и ухудшает механические свойства после отпуска. Такая закалка называется неполной.
| а - доэвтектоидная сталь, неполная закалка - нагрев выше Ас1, но ниже Ac3, мартенсит - феррит; б - зазвтектоидная сталь, правильная закалка - нагрев выше Ас1 и ниже Ас3 мартенсит + цементит, × 500 |
Для заэвтектоидных сталей оптимальная температура закалки лежит в интервале между Ас1 и Ас3 и теоретически является неполной.
Наличие в структуре закаленной стали избыточного цементита полезно во многих отношениях. Например, включения избыточного цементита повышают износоустойчивость стали. Нагрев же выше Ас3 опасен и не нужен, так как он не повышает твердости, наоборот твердость даже несколько падает вследствие растворения избыточного цементита и увеличения остаточного аустенита; при таком нагреве растет зерно аустенита, увеличивается возможность возникновения больших закалочных напряжений, интенсивнее обезуглероживается сталь с поверхности и т.д.
Таким образом, оптимальной является закалка доэвтектоидной стали от температуры на 30 - 50 °С выше Ac3, а для заэвтектоидной стали на 30 - 50° выше Ас1.
Повышение температуры закалки выше этих температур и вызванный этим рост зерна аустенита обнаруживаются в первую очередь в получении более грубой и крупноигольчатой структуры мартенсита, или грубого крупнокристаллического излома. Следствием такого строения является низкая вязкость. При укрупнении зерна параметр К1с
Охлаждающие среды.
Oхлаждающая способность сред в большой мере определяется тем, изменяется или не изменяется их агрегатное состояние в процессе охлаждения изделий.
В зависимости от температуры кипения охлаждающие среды разделяют на две группы. Первая группа — это среды, агрегатное состояние которых изменяется в период охлаждения. К ней относится вода, водные растворы солей, щелочи, жидкий азот, а также масла, водные растворы эмульсин и т. п., температура кипения которых ниже температуры охлаждаемого изделия. Ко второй группе относятся среды, агрегатное состояние которых не изменяется в процессе охлаждения изделий. Их температура кипения превышает температуру охлаждающихся изделий. Это расплавленные металлы, соли, щелочи и их смеси. К этой же группе следует отнести воздух и гелий, также не меняющие своего агрегатного состояния.
В зависимости от охлаждающей способности сред их делят на три группы:
1. Сильнодействующие охладители: растворы в воде 5% NaOH, 2% K4Fe(CN)6*3H2O1 10—15% NaOH и вода при 15—30° С, в особенности при интенсивном движении, жидкий азот, гелий.
2. Среднедействующие охладители: расплавленные соли, щелочи и металлы, растительные и минеральные масла, мазут, водные растворы силикатов натрия, горячие водные растворы солей и т.п.
3. Слабодействующие охладители: струн сухого воздуха и паровоздушных смесей, вода при 80—90° С, мыльная вода и др.

