 2018-01-08
2018-01-08 1946
1946Введение
Механизмы вертикального перемещения служат для перемещения грузов определенной массой на некоторое заранее заданное расстояние. Такие механизмы используются в измерительных приборах. На каретках данных механизмов устанавливаются установочные элементы, с помощью которых происходит базирование измеряемых деталей.
Основной задачей этих механизмов является перемещение кареток с заданной точности в координатных плоскостях.
Целью данной курсовой работы является проектирование механизма вертикального перемещения, с допустимой погрешностью на заданное расстояние.
Назначение и область применения
Назначение механизма является перемещения изделия на заданную высоту с определенной скоростью.
Область применения: лаборатории линейных и угловых величин, юстировочные стенды, приборостроение
Анализ существующих конструкций
Механизм вертикального перемещения с использованием трособлочной системы
Трособлочная система [1] включает маховик 3, содержащий два концентрических обода большего 4 и меньшего 5 диаметра, криволинейную направляющую 6 троса, плавно переходящую с обода большего диаметра на обод меньшего диаметра, пружину 8, три троса 9, 10, 11. Первый трос 9 соединен с пружиной 8, второй 10 и третий 11 - с направляющими 2, а другие концы всех тросов соединены с ободом большего диаметра с возможностью создания первым тросом 9 момента в одном направлении, а двумя другими 10, 11 уравновешивающего момента в другом направлении.
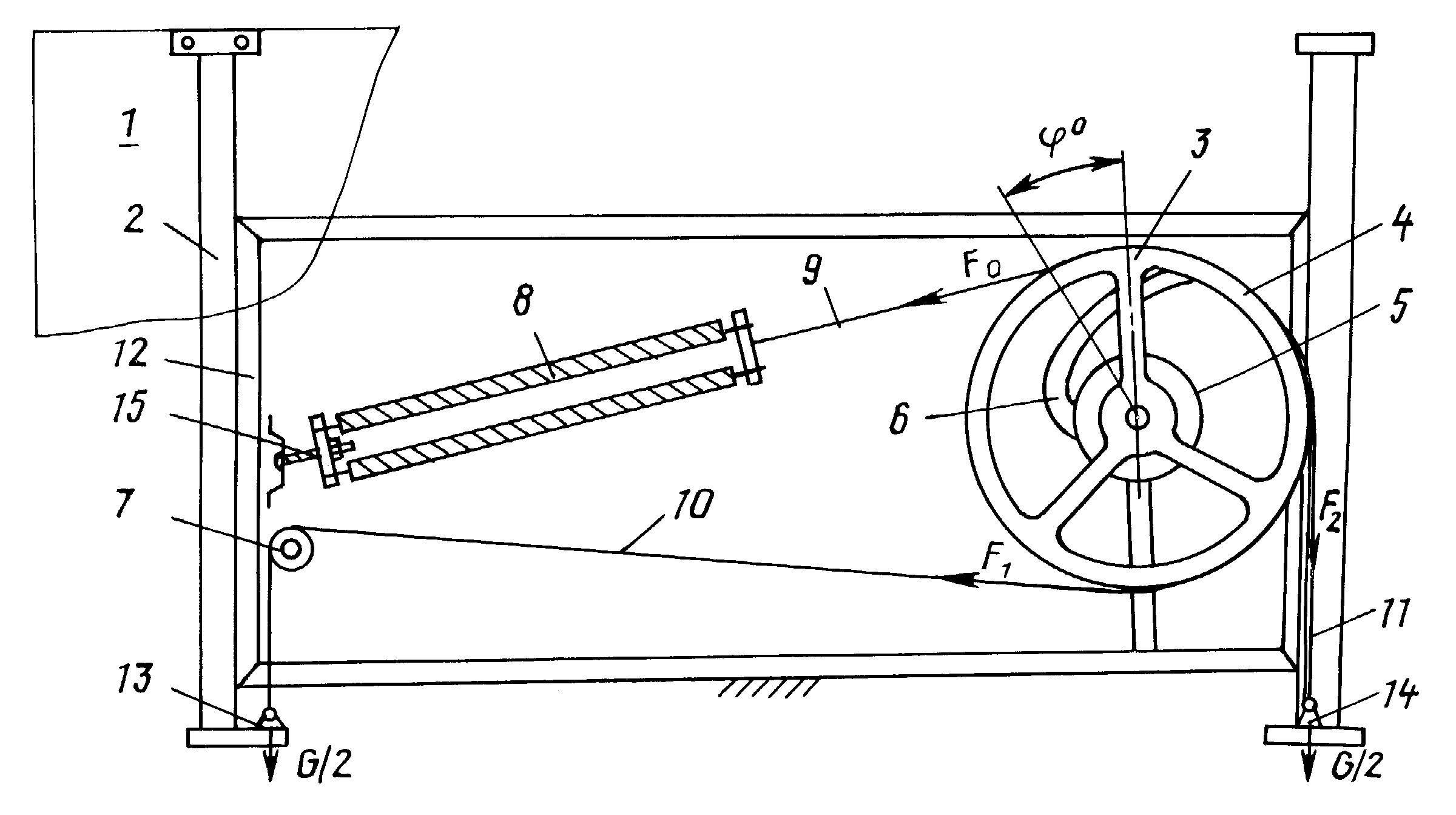
Рис 2.1 - Механизм вертикального перемещения
Устройство перемещения, совмещения и позиционирования
Устройство перемещения, совмещения и позиционирования работает следующим образом:
при включении приводов линейных перемещений 9 и 10 происходит перемещение каретки 3 относительно основания 1 и подвижного звена 5 относительно каретки 3 и, таким образом, координатный стол перемещает установленный на нем механизм совмещения и позиционирования 8 по координатам X, Y. При этом, в случае использования в составе приводов линейных перемещений, например, механизмов с гибкими звеньями, можно получить перемещение механизма совмещения и позиционирования с высокой точностью позиционирования до 0,1 мкм на расстояниях 100 мм.
При включении привода линейных перемещений 19 платформа 12 будет перемещаться в упругих шарнирах 16 относительно подвижной нижней рамы 11 в направлении оси X, а при включении привода линейных перемещений 20 предметный столик 14 вместе с платформой 12 и подвижной нижней рамой 11 будет перемещаться в направлении оси Y. Таким образом, при включении приводов линейных перемещений 19 и 20 предметный столик 14 вместе с пластиной 15 перемещается в горизонтальной плоскости XOY.
При одновременном включении приводов линейных перемещений 21 на подъем или опускание подвижная верхняя рама 13 вместе с предметным столиком 14 и пластиной 15 совершает перемещение по оси Z. При этом при подаче одинакового управляющего сигнала на приводы линейных перемещений 21 предметный столик с пластиной будет совершать плоскопараллельное движение вдоль оси Z. При одновременной подаче одинакового управляющего сигнала на приводы линейных перемещений 21 (Б) и 21 (В) на подъем, а на привод линейного перемещения 21 (А) на опускание произойдет поворот подвижной верхней рамы 13 вместе с предметным столиком 14 и пластиной 15 относительно оси OX. Если включить привод линейных перемещений 21 (А) на подъем, а приводы линейных перемещений 21 (Б) и 21 (В) на опускание, то произойдет разворот подвижной верхней рамы вместе с предметным столиком и пластиной в обратном направлении. Для поворота предметного столика с пластиной вокруг оси Y необходимо включить привод линейных перемещений 21 (Б) на подъем, а привод линейных перемещений 21 (В) на опускание при включенном приводе линейных перемещений 21 (А). При реверсе включения указанных приводов линейных перемещений произойдет поворот предметного столика вместе с пластиной относительно оси OY в обратном направлении.
Для поворота предметного столика 14 вместе с пластиной 15 относительно оси OZ необходимо включить приводы линейных перемещений 22, тогда предметный столик с пластиной будет поворачиваться в упругих шарнирах 18 относительно оси OZ. При реверсе включения приводов линейных перемещений 22 предметный столик с пластиной будет поворачиваться относительно оси OZ в обратном направлении.


Рис 2.2- Устройство перемещения, совмещения и позиционирования
Винтовой домкрат
На противоположных сторонах основания (по разные стороны от рельсовой колеи) расположены попарно четыре винтовых домкрата [1]. Каждый из них содержит корпус 1, пиноль 2 с откидной опорой 3, опирающуюся на ходовую гайку 4 со стопорными винтами 5. Ходовая гайка сцеплена с винтом 6 червячного редуктора 7, смонтированного в подшипниковых опорах редуктора. Боковой выступ 8 опоры 3 соединен шарнирно посредством оси 9 с консольно расположенным на внешней стороне пиноли кронштейном 10. На опоре 3 и на пиноли 2 выполнены взаимодействующие друг с другом (рисунок 2.3.1) торцевые выступы 11 и 11', которые смещены диаметрально противоположно соединению бокового выступа 8 с кронштейном 10. Шпонка-упор 12 пиноли пропущена сквозь продольный паз 13 с возможностью взаимодействия с верхним 14 и нижним 15 концевыми выключателями, расположенными на корпусе и связанными электрической цепью с электродвигателями 16.

Рис 2.3.1 – Домкрат

Рис 2.3.2 – Домкрат.
Кронштейн 10 снабжен шарнирно закрепленным в проушине щеки откидывающимся рычагом 17, взаимодействующим (рисунок 2.3.2) с прорезью 18 другой щеки кронштейна 10 и боковым выступом 8 откидной опоры.
Винт 6 соединен с электродвигателем 16 через самотормозящуюся червячную передачу редуктора и зубчатую муфту 19.
Боковой выступ 8 откидной опоры выполнен в виде продольно закрепленных планок с отверстиями на консолях. В отверстиях закреплена втулка 20 для размещения оси 9.
В рабочем положении торцевой выступ 11 откидной опоры 3 взаимодействует с регулировочной прокладкой 21, установленной на торце выступа 11' пиноли. Регулировочная прокладка 21 облегчает установку в рабочее вертикальное положение опор 3 относительно пинолей 2 на каждой стороне стенда. Боковой выступ 8 шарнирно соединен посредством оси 9 с консольно расположенным на внешней стороне пиноли кронштейном 10.
Одновременно включают электродвигатели 16 на всех домкратах. Пиноль 2 каждого домкрата при ее подъеме своей шпонкой-упором 12 входит в контакт с концевым выключателем 14, фиксируя опоры 3 в рабочем положении. Нижние боковые кромки пояса кузова при его опускании опираются на поверхности 22 опор 3. Боковину с обвязкой рамы сваривают при помощи автоматов, движущихся по направляющим одновременно по двум сторонам. Изделие после сварки опускают на технологические тележки. Внизу пиноли фиксируются аналогично.








