 2018-01-08
2018-01-08 320
320Закалка
Закалка – это термическая обработка, состоящая из нагрева стали на температуры выше критических, выдержки и быстрого охлаждения.
Цель: получить максимальную твёрдость.
I. Выбор закалочных температур.
а) выбор закалочных температур для доэвтектоидных сталей (для конструкционных сталей)
Т закалки = Аз + (30…50)˚С
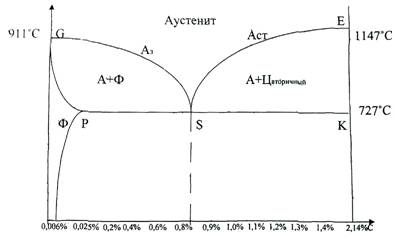
При нагреве в этом интервале получается структура, мелкозернистый аустенит, при последующем охлаждении получается мелкоигольчатый мартенсит.
 |
При ↑ t ˚С (нагреве) мелкозернистый А
 |
При ↓ t ˚С (закалка) мелкоигольчатый М закалки
Почему нельзя использовать t˚ выше и ниже данного интервала?
1. Более высокий нагрев вызывает рост зерна аустенита, следовательно, тем крупнее будут иглы мартенсита закалки, тем меньше прочность будет у закалённой стали.
2. Низкий нагрев ниже t˚ А3 недопустим из-за появления в структуре Ф (феррита), его присутствие снизит твёрдость, задача закалки будет не выполнена.
П + Ф→при ↑t˚(нагрев)А + Ф→ при ↓t˚C(закалка) →Мзакалки + Феррит
твердая фаза мягкая фаза
б) Выбор закалочных температур для заэвтектоидных сталей (для инструментальных сталей).
Т закалки = А1 + (30…50) С˚
При нагреве под закалку в этом температурном интервале, в структуре мы имеем А + Цвторичный, при охлаждении мы получим М закалку + Цвторичный
При ↑ t ˚С (при нагреве) А + Цвторичный
При ↓ t ˚С (при охлаждении) М + Цвторичный
Такая структура и желательна для заэвтектоидных (инструментальных сталей). У правильно закалённых сталей структура представляет собой мелкоигольчатый мартенсит закалки + включение карбидов(цементит вторичный).
 |
Мартенсит закалки (даёт структуре
твёрдость)
Цементит вторичный (повышает
износостойкость)
При нагреве выше этого интервала, в структуре не будет Цвторичного, а он необходим заэвтектоидным сталям (инструментальным).
II. Закалочные среды
Цель закалочных сред – обеспечить большую скорость охлаждения.
Вода
Вода – наиболее интенсивный охладитель, даёт наибольшую скорость охлаждения во всём интервале температур. В ней охлаждаются все углеродистые нелегированные стали.
«+» воды
1) очень дешёвый охладитель;
2) большая скорость охлаждения;
3) чистая поверхность после обработки;
«-» воды
1) создаются большие внутренние напряжения в охлаждаемой детали из-за большой скорости охлаждения, в результате на детали могут появиться трещины;
2) на поверхности детали могут образовываться паровые пузыри, в этих местах закалка не происходит.
Для закалки стали t˚ воды должна быть 18-20˚С, если меньше 18˚С, происходит образование трещин, если больше 20˚С – снижается охлаждающая способность
Масло
Масло (минеральное) – в нём закаливаются все легированные стали.
«+» масла
1) более мягкая среда (мягко воздействует на охлаждаемую сталь);
2) скорость охлаждения в 4 раза меньше, чем у воды;
3) не возникает внутренних напряжений в металле;
4) масло не чувствительно к нагреву, охлаждающая способность масла не изменяется от 20-150˚С;
«-» масла
1) масло дороже воды;
2) пожароопасность (масло может загореться);
3) загрязнение поверхности детали;
4) перед последующей обработкой требуется промывка в щёлочи;
5) масло пригорает к поверхности детали.








