 2018-01-21
2018-01-21 753
7531.Накреслити ескіз деталі з постановкою розмірів (рис.1.9).
2.Накреслити таблицю 1.1.
3. Ознайомитись з конструкцією штангенінструментів, побудовою ноніуса і методикою вимірювання.
4. Визначити систематичну похибку кожного інструменту.
5.Виконати вимірювання вказаних на ескізі розмірів інструментами позначеними у таблиці.
6.Підрахувати розміри деталі з урахуванням систематичної похибки.
7. Результати вимірів і дійсні розміри занести у таблицю.
8. Оформити звіт.
Контрольні питання
1. Поясніть призначення ноніуса у вимірювальних інструментах.
2. Назвіть основні метрологічні показники вимірювальних інструментів.
3. Назвіть методи вимірювань.
4. Як Ви розумієте термін «одиниця вимірювання»?
5. Як визначити точність виміру ноніусних приладів?
6. Систематична похибка інструменту та її визначення.
7. Як підрахувати результат виміру ноніусним інструментом?
Форма звіту
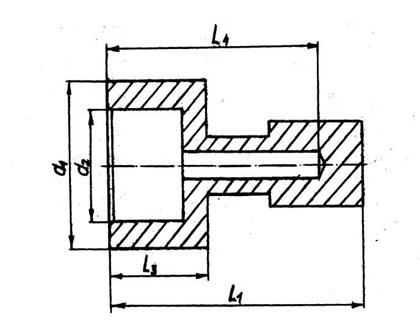
Рисунок 1.9 - Ескіз деталі
Таблиця 1.1- Результати вимірювань
| Позна чення розміру | Інструмент | Граничне вимірю- вання, мм. | Точність підрахунку мм. | Система тична похибка, мм. | Результат відліку, мм. | Дійсний розмір, мм. |
| d1 | Штанген--циркуль | |||||
| d2 | Штанген--циркуль | |||||
| L1 | Штанген--рейсмус | |||||
| L3 | Штанген--рейсмус | |||||
| L4 | Штанген--глибиномір |
Висновок
Дата _______ Підпис студента ________ Прийняв________
ЛАБОРАТОРНА РОБОТА № 2
ВИМІРЮВАННЯ ЛІНІЙНИХ РОЗМІРІВ ДЕТАЛЕЙ МІКРОМЕТРИЧНИМ ІНСТРУМЕНТОМ
Мета роботи
Ознайомитись з конструкціями мікрометричних інструментів, методикою вимірювання лінійних розмірів та визначення систематичної похибки інструменту, з підрахунком дійсних розмірів при наявності систематичної похибки.
Зміст роботи
1.Визначити границі вимірювання, точність відліку і систематичну похибку кожного інструменту.
2.Зробити вимірювання вказаних розмірів і визначити дійсні розміри деталі.
3.Оформити звіт.
Обладнання
Мікрометри, мікрометричний глибиномір, мікрометричний нутромір, деталь.
Мікрометр служить для вимірювання зовнішніх розмірів виробів і. складається із скоби 1,(рис.2.1) в яку запресовані п'ята 2 і стебло 3, в якому виготовлені отвори для мікрометричного гвинта 5. Торець п'яти 2 є нерухомою мірильною поверхнею, а торець мікрометричного гвинта 5 - рухомою мірильною поверхнею. Мікрометричний гвинт 5 завертається у мікрометричну гайку правої частини втулки 3, а циліндричною поверхнею спрямовується в точний отвір лівої частині цієї ж втулки. Обертання мікрометричного гвинта 5 здійснюється за корпус таріровочного механізму 7, який має різьбове з’єднання з втулкою 6. Втулка 6 вільно обертається і переміщується вздовж стебла 3.
На зовнішній поверхні стебла нанесені дві шкали розділені горизонтальною рискою на нижню, яка відраховує кількість міліметрів, і верхню, яка відраховує половину міліметра.

|
Рисунок 2.1 – Конструкція мікрометрів
За один оберт барабана 6 здійснюється лінійне переміщення рухомої вимірювальної поверхні і втулки 6 на 0,5 мм., що відповідає кроку мікрометричного гвинта. Ціна поділки основної шкали мікрометра дорівнює 0,5 мм.
На конусній частині втулки 6, по периметру, розташована третя шкала (кругова), яка складається із 50 поділок (прототип ноніусної шкали). Кругова шкала, надає можливість підраховувати і додавати тисячні долі міліметрів що містить розмір.
Точність відліку мікрометричного інструмента підраховується з відношення ціни поділки основної шкали до кількості поділок кругової шкали ( ) і дорівнює 0,01 мм.
) і дорівнює 0,01 мм.
Для забезпечення постійного вимірювального зусилля (500...900 гс. з коливанням  100 гс.) використовується таріровочний пристрій 8 (тріщотка).
100 гс.) використовується таріровочний пристрій 8 (тріщотка).
Для фіксації мікрометричного гвинта в потрібному положенні служить стопор. Існують декілька конструкцій стопорних пристроїв: ексцентрик з рукояткою 4 (рис.2.1), або гайка з розрізною втулкою, або стопорний гвинт. Відлік виміряного розміру складається з показ-ників трьох шкал. При обертанні барабана лівий торець втулки 1, (рис.2.2), переміщується вздовж стебла 4 і відраховує міліметри за нижньою шкалою і пів міліметри за верхньою шкалою (за умови, що поділок пів міліметрової шкали, розташований після відрахованої поділки основної шкали, відкрито. На рис.2.2; по нижній шкалі відраховано 14 мм., по верхній шкалі – 0,5 мм. і по круговій шкалі – 12 поділок = 0,12 мм.
Виміряний розмір складає, 14 + 0,5 + 0,12 = 14,6 виготовляються

|
| 1-кругова шкала, 2-мікрометричний гвинт, 3-різьбова втулка, 4-стебло. Рисунок 2.2 – Відлік розміру на мікрометрі |
Перед вимірюванням слід перевірити відсутність систематичної похибки на шкалі мікрометра. Для цього обертом барабана за тріщотку, (при відпущеному стопорі) довести до контакту мірильні площини. Після трикратного поклацування закріпити мікрометричний гвинт стопором і перевірити співпадання нульового штриха кругової шкали барабана з повздовжнім штрихом на стеблі і, у випадку неспівпадання, підрахувати систематичну помилку мікрометричного гвинта.
Систематичну помилку мікрометричного інструмента можна і виправити таким чином:
- обертом барабана за тріщотку довести до контакту мірильні площини;
- закріпити мікрометричний гвинт стопором;
- пальцями лівої руки утримувати барабан 6, а пальцями правої руки тріщотку 7 (рис.2.2);
- обертаючи барабан 6 і корпус тріщотки 7 (рис.2.1) в протилежні напрямки роз’єднати барабан 6 і мікрометричний гвинт 5;
- повернути барабан до співпадання нульового штриха кругової шкали барабана з повздовжнім штрихом на стеблі 4 (рис.2.2);
- зафіксувати барабан 6 обертаючи корпус тріщотки 7 за годинниковою стрілкою;
- перевірити співпадання нульового штриха кругової шкали барабана з повздовжнім штрихом на стеблі.
Границі вимірювання мікрометра залежать від розмірів скоби та вимірювального переміщення мікро гвинта (рис.2.3).
Мікрометри з границями вимірювання; 0-25, 25-50, 50-75, і т.д. до, 275-300 мм, виготовляються з діапазоном переміщенню мікро гвинта - 25 мм. (для обмеження накопичування погрішності кроку мікрометричного гвинта).
У мікрометрів для вимірювання розмірів більше 300 мм. діапазон вимірювання складає 50 - 100 мм.

|
Рисунок 2.3 – Конструкції мікрометрів в залежності від діапазону вимірювальних розмірів.
Для перевірки систематичної помилки у мікрометрів з границями вимірювання більше 25 мм, між мірильними площинами повинні встановлюватися кінцеві міри або спеціальні еталони.
Мікрометричний глибиномір (рис.2.4) служить для виміру глибини в отворах і пазах, має широку (нерухому) вимірювальну поверхню основи 1 до якої запресована мікрометрична головка 2 з отвором у мікрометричному гвинті. У цей отвір ставиться вимірювальний стержень 4, торець якого є рухомою вимірювальною поверхнею. Мікрометричні глибиноміри випускаються з чотирма змінними вимірювальними стержнями, що забезпечує границі вимірювання від 0 до 100 мм.
Вимірювальний стержень підбирається в залежності від глибини отвору.

| |

| |
| Зовнішній вигляд мікрометричного глибиноміра | 1- 0снованіє. 2- Мікрометрична головка. 3- Стопор. Комплектуючі мікрометричного глибиноміра: 4 - Змінні вимірювальні стержні. 5 - Еталон. |
Рисунок 2.4 - Мікрометричний глибиномір
Для перевірки систематичної помилки встановити потрібну еталонну втулку 5 на контрольну плиту (рис.2.5), мікрометричний глибиномір поверхню основи 1 встановити на еталонну втулку і обертанням мікрометричного гвинта, за допомогою тріщотки, довести торець вимірювального стержня 4 до дотику з контрольною плитою. Закріпити мікрометричний гвинт стопором 3 і в цьому положенні перевірити зміщення нульової риски на барабані з осьовою рискою на стеблі.
Конструкція мікрометричної головки глибиноміра така ж як у мікрометра (ціна поділки 0,01мм), але при обертанні мікрогвинта по годинниковій стрільці показання не зменшуються, як у мікрометра, а зростають (рис.2.6).

| 
|
| Показник виміру; 0,5 + 0,22 = 0,72 | |

| |
| Показник виміру; 17 + 0,5 + 0,34 = 17,84 | |
| Рисунок 2.5 - Перевірка систематичної похибки мікрометричного глибиноміра | Рисунок 2.6 – Визначення показників виміру на мікрометричному глибиномірі. |
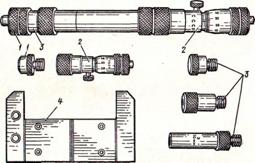
Мікрометричний нутромір (рис.2.7) служить для вимірювання внутрішніх розмірів. Прилад складається з мікрометричної головки 2, наконечника 1 та змінних подовжувачів 3. Комбінація подовжувачів у поєднанні з мікрометричною головкою і наконечником дає можливість змінювати границі вимірювання від 75 до 175 мм.
Конструкція мікрометричної головки нутроміра така ж як у мікрометра з ціною поділки 0,01мм.
|
| 1-Наконечник. 2 - Мікрометрична головка. Комплектуючі мікрометричного нутроміра; 3 - Подовжувачі. 4 - Скоба. |
Рисунок 2.7 - Мікрометричний нутромір

| 
|
| 1- Скоба. 2 - Мікрометрична головка. 3- Наконечник. 4- прилад для утримання скоби. Рисунок 2.8 – Перевірка систематичної помилки нутроміра | Рисунок 2.9 - Вимірювання мікрометричним нутроміром |
Для перевірки систематичної похибки слід використовувати еталонну скобу 1 розміром 75мм., як показано на рис. 2.8. При вимірюванні розміру слід витримувати перпендикулярність мікрометричного нутроміра до вимірювальних поверхонь При вимірюванні циліндричних отворів (рис.2.9) лінія виміру повинна бути найменшим розміром в площині, що проходить через вісь і найбільшим розміром в площині, перпендикулярної до осі отвору.
Мікрометрична головка нутроміра не має таріровочного пристрою і достовірність результатів виміру буде залежить від майстерності контролера.








