 2018-01-21
2018-01-21 1222
1222Використовується для контролю шорсткості поверхні безпосередньо на робочих місцях в цеху та контролерами. Виконується шляхом порівняння поверхні обробленої деталі з поверхнею еталонної деталі або зразками шорсткості поверхні.
Зразки шорсткості поверхні випускаються комплектами для контролю сталевих або чавунних виробів. Комплект складають зразки поверхонь, оброблених методами точіння, стругання, фрезерування, круглого або плоского шліфування.
Вимірювання параметрів шорсткості поверхні за допомогою подвійного мікроскопа МІС - І І
Подвійний мікроскоп дозволяє вимірювати шорсткість поверхні Rz 80 – 0,8, Rmax, та S в лабораторних умовах. Він являє собою систему з двох мікроскопів: освітлювального 5 і мікроскопа спостереження 6, осі яких складають між собою кут 90° (рис.6.2). Прилад має масивний корпус 1 з колоною 2, по якій гайкою 12 переміщується кронштейн 3 з утримувачем 4 тубусів мікроскопів. Кронштейн 3 може обертатися на колоні 2 і фіксується гвинтом13.У нижню частину кожного з тубусів мікроскопа вгвинчуються об’єктиви 7 і 8. У верхній частині освітлювального мікроскопа розташовано патрон з електролампою 9, який можна переміщувати при регулюванні та фіксувати гвинтом 10. У верхній частині мікроскопа спостереження для візуальних вимірювань встановлено гвинтовий окулярний мікрометр 11. Фокусіровка мікроскопів на об’єкт здійснюється гвинтами 14 і 15. Предметний стіл 16 переміщується мікрометричними гвинтами 17 і фіксується від обертання гвинтом 18. Живлення освітлювального мікроскопа регулюється реостатом 20 на трансформаторі 36. Для вимірювання поверхонь з різною шорсткістю до мікроскопа додаються змінні мікро об’єктиви 7, 8, 21, 22, 23, що дають збільшення від 87 до 517.
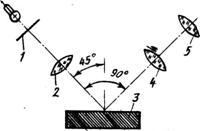
Вимірювання шорсткості поверхні за допомогою подвійного мікроскопа ґрунтується на принципі світлового перерізу який полягає в тому, що пучок променів спрямовується у вигляді вузької світлової смуги крізь об'єктив 2 на поверхню деталі 3 (рис.6.3). Внаслідок наявності на поверхні деталі нерівностей, лінія перетину світлової смуги і поверхні є кривою, яка копіює нерівності в даному перерізі.
Зображення цієї кривої (рис.6.4) об’єктивом 4 проецирується у фокальну площину окуляра 5.
Цій прилад має невелике поле зору і не в змозі охопити базову довжину, що є недоліком. Для вимірювання на базовій довжині виріб переміщують разом зі столом мікрометричним гвинтами.
Мікронерівності які видно в окуляр вимірюють, кожну окремо, за допомогою окулярного мікрометра 11.
Починаючи вимірювання ліній перетину окулярного мікрометра установлюють паралельно вершинам виступів мікро нерівностей. Після цього обертаючи барабан мікрометра сполучають лінію перетину з початком виступів (рис.6.4) і за шкалою барабана 33, (рис.6.2), виконують відлік hі1 - показник гвинта мікрометра при вимірюванні виступів. Потім лінію перетину окулярного мікрометра, обертанням барабана мікрометра сполучають із западиною і роблять відлік hі2 - показник гвинта мікрометра при вимірюванні западин.
При цьому ширина світлової смуги не повинна враховуватись в результатах вимірювань.
Різниця відліків у поділках барабана, помножена на ціну поділки 0,01 ми, дає величину - ai – значення висоти мікро нерівності.
ai = (hі1 - hі2 ) . 0,01; (6.5)

|
Рисунок 6.2 - Подвійний мікроскоп МІС-ІІ
| 
|
| Рисунок 6.3 - Оптична схема мікроскопа МІС – І І | Рисунок 6.4 – Відображення шорсткості поверхні у відліковому окулярі мікроскопа |
При цьому ширина світлової смуги не повинна враховуватись в результатах вимірювань.
Різниця відліків у поділках барабана, помножена на ціну поділки 0,01 ми, дає величину - ai – значення висоти мікро нерівності.
ai = (hі1 - hі2 ) . 0,01; (6.5)
Висота мікронерівностей контрольованої поверхні, за критерієм Rz, оцінюється по результатам п'яти вимірів.
 ; (6.6)
; (6.6)
Параметр шорсткості поверхні, мкм:
 , (6.7)
, (6.7)
де N - збільшення установленого об'єктиву.
Аналогічно визначають середню відстань нерівностей, мкм:
 ; (6.8)
; (6.8)
де  ; (6.9)
; (6.9)








