 2018-01-21
2018-01-21 2121
2121Размер ванны устанавливают, исходя из габаритов покрываемых деталей, требуемой производительности и возможности обслуживания рабочим. Устройство типовой ванны для нанесения гальванических покрытий представлено на рисунке 12. С целью интенсификации процессов и повышения качества покрытий ванны оборудуются насосами и фильтрами для непрерывной фильтрации электролитов, нагревателями, барботерами для перемешивания электролита сжатым воздухом-, механизмом для покачивания катодных штанг и бортовыми вентиляционными отсосами для удаления вредных выделений.
Некоторые типы ванн снабжаются крышками и обшиваются панелями (кожухами), которые прикрывают систему труб, подводящих к ваннам пар, воздух, воду.

Рисунок 12. Гальваническая ванна с нагревателем-змеевиком: 1 — корпус ванны; 2 — футеровка; 3 — змеевик для горячей воды; 4 — барботер
Покрытие мелких деталей целесообразно производить во вращающихся ваннах колокольного или барабанного типа. Колокольные ванны наливного типа удобны при покрытии небольших партий мелких деталей. Детали помещаются в колоколе и при его вращении перекатываются, касаясь контактов, закрепленных в днище колокола. Анод вводится в электролит через открытую часть колокола. Более производительными являются колокольные ванны погружного типа (Рисунок 13). В этих ваннах площадь поверхности анодов настолько велика, что обеспечивает стабильность состава электролита, активное состояние анодной поверхности и, следовательно, возможность пропускания значительного тока, что, в свою очередь, позволяет вести процесс покрытия при достаточно большой катодной плотности тока.
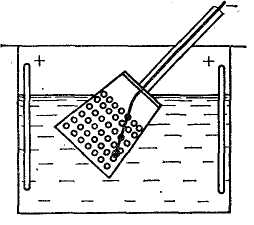
Рисунок 13. Колокольная ванна погружного типа
Для гальванического покрытия малых партий мелких деталей удобно применять переносные барабаны, которые завешиваются на катодную штангу стационарной ванны вместе с подвесками других деталей. Вращение барабана осуществляется с помощью двигателя постоянного тока, питаемого от источника тока гальванической ванны.
Полуавтоматические линии представляют собой комплект ванн, состоящий из ванн для подготовительных операций, ванн промывок и гальванических ванн, расположенных в соответствии с последовательностью технологических операций. Перемещение подвесок с деталями или барабанов производится с помощью тельфера или других механизмов, управляемых вручную. Регулирование всех параметров гальванического процесса, включая и время выдержки, осуществляется непосредственно рабочим.
В автоматических линиях все операции гальванического процесса выполняются по данным режимам с помощью исполнительных механизмов (автооператоров, кареток, траверсов).
В цехах с крупносерийным производством применяют автоматические линии с жестким единичным циклом. Характерными для этого типа линий являются автоматические кареточные овальные линии, выпускаемые Тамбовским механическим заводом, которые состоят из ряда ванн, установленных по овалу в порядке выполнения операций технологического процесса. Вертикальное перемещение кареток производится общей подъемной рамой, горизонтальное — толкающими штангами механизма перемещения. Привод линии — гидравлический. Линии оснащены устройствами автоматического регулирования температуры, фильтрации электролитов, очистки зеркала раствора и т. п. Ванны, в которых в процессе работы образуются вредные выделения, снабжены вентиляционными кожухами.
В условиях мелкосерийного производства при относительно малой производительности по отдельным видам покрытия более эффективны автооператорныемногопроцессные линии с программным управлением, осуществляемым командоаппаратом или управляющими вычислительными машинами (ЭВМ). Командоаппарат может управлять только движением автооператоров, переносящих штангу с подвесками или барабан из ванны в ванну, тогда как ЭВМ могут выполнять самые разнообразные функции, в том числе управление автооператорами, режимами работы ванн (температурой, дозированием компонентов, поддержанием уровня и т. п.), а также находить оптимальные решения по загрузке линий многопроцессного типа.
В зависимости от грузоподъемности применяются автооператоры: тельферные, которые перемещаются по монорельсовому пути, прикрепленному к перекрытию цеха; портальные, перемещающиеся по рельсам, закрепленным к бортам ванн; консольные, перемещающиеся по направляющим, установленным сзади ванн.
Автооператорные линии производства Тамбовского механического завода (бывш.) оснащены устройствами автоматического регулирования температуры, фильтрации электролитов, очистки зеркала раствора. Грузоподъемность автооператора — 4,45 Н. Производительность линий при гальванических покрытиях — до 30 м2/ч, при химическом — до 60 м2/ч. Загрузка и разгрузка производятся с одной стороны линии. Автоматические линии с автооператором консольного типа (АГ-24 и АГ-42) отличаются меньшей грузоподъемностью автооператора и более мобильны при решении задач по автоматизации цеха (участка) с большим числом видов покрытий.
Линии могут быть однорядными или двухрядными с загрузкой—разгрузкой с одной стороны или с разных сторон. Возможны и овальные компоновки. Обработка деталей производится на подвесках, в барабанах или на подвесках и в барабанах одновременно.
Пример компоновки линии показан на рисунке 14.
С целью интенсификации работы линии механизмы загрузки—разгрузки выполнены двухпозиционными (с накопителем). Автооператоры всегда забирают детали со второй (наиболее удаленной от рабочего) позиции механизма загрузки—разгрузки и устанавливают обработанные детали или свободные от них штанги для очередной загрузки на первую (ближайшую к рабочему) позицию. Перемещение штанги с первой позиции на вторую осуществляется транспортером с механическим приводом.

Рисунок 14. Схема компоновки ванн автоматической линии: 1— стойка загрузки и разгрузки; 2 — сушило камерное; 3 — горячая промывка; 4 — холодная промывка; 5 — осветление и пассивирование в барабане; 6 —пассивирование; 7 — холодная промывка; 8 — осветление; 9 — электрообезжиривание; 10 — электрообезжиривание в барабане; 11 — горячая промывка; 12 — холодная промывка; 13 — сборник;14— кадмирование в барабане; 15 — надмирование; 16 — сборник; 17, 18 — цинкование; 19 — холодная промывка; 20 — декапирование; 21 — автооператоры
Ванны, в которых растворы термостатируются, снабжены датчиками контроля температуры и исполнительными устройствами. Промывочные ванны снабжены автоматической подачей сжатого воздуха в барботеры для перемешивания воды при очередной загрузке ванн деталями. Для ванн электрохимического обезжиривания предусмотрена буферная емкость для очистки раствора от пены. В комплект унифицированных узлов входит передвижная установка для фильтрации растворов через сменные фильтрующие элементы.
Заключение
Изучены различные способы и оборудование для нанесения покрытий на металлические, пластмассовые, деревянные и другие изделия.
Составлена классификация различных способов, где указаны вид покрытия и способы оборудования его получения, а также их применимость.
Рассмотрены отдельные виды покрытий. Приведена технология их получения.
Отдельно рассмотрены методы обработки и получения гальванических покрытий
К реферату прилагаются видеоматериалы с наглядными примерами обработки поверхностей. На примере обработки царапин на автомобилях рассмотрены все этапы превращения из царапины в гладкую поверхность. В приведённых видеофильмах представлены реальные помещения, что позволяют наиболее полно раскрыть тему о обработке поверхностей изделий.
Приложения (видеофильмы по теме реферата)
Приложение 1
Видео «Обработка урезов кожгалантерейных изделий краской ORLY» В данном ролике показан финишный этап обработки ремня.
Приложение 2
Видеоматериал«Способ обработки 3д объектов, напечатанных на принтере» В данном видео показан процесс сглаживания объектов, напечатаных на 3D принтере с помощью ацетона.
Приложение 3
Видео«Процессы финишной обработки поверхности Mirka» Видео о подробной обработке глубоких царапин на автомобиле.
Приложение 4
Видео«Способ покраски лаком в воде» видеообзор нанесения лака на любое изделие.
Приложение 5
Видео«Шлифовка и полировка бетонных и каменных полов» В данном видеофайле показаны этапы обработки каменных или бетоных полов.








