 2018-01-21
2018-01-21 1709
1709При электрохимическом обезжиривании так же как и при химическом используются водные растворы, содержащие едкие щелочи, соду, фосфаты, силикаты натрия и другие компоненты, но в меньшем количестве. При выборе состава электролита следует учитывать его электропроводимость, эмульгирующую и смачивающую способность, а также воздействие на материал катода.
Чем выше электропроводимость электролита, тем большее количество электрического тока можно пропустить через него в единицу времени и, следовательно, применить большую плотность тока при том же направлении. Электропроводимость растворов солей уменьшается в ряду: едкий натр, силикат натрия, сода, фосфаты. Эмульгирующая и смачивающая способность возрастает в ряду: едкий натр, сода, фосфаты, силикаты.
При электрохимическом обезжиривании либо применяют в малом количестве ПАВ с малой склонностью к пенообразованию, либо их не применяют совсем. Образование большого количества пены может привести к взрыву при возникновении искры в случае накопления в пене гремучего газа. Во избежание этого применяют пеногасители: А-154, ПМО200А и др.
Электрохимическое обезжиривание, несмотря на высокую эффективность, применяют, в основном для очистки поверхности металла от небольшого слоя жира. Если поверхность деталей имеет значительные жировые загрязнения, ее предварительно обезжиривают химическим методом.
Процесс электрохимического обезжиривания можно вести и на катоде, и на аноде. При одинаковом количестве тока, проходящем через электролит, на катоде выделяется в 2 раза больше газа, чем на аноде. Следовательно, катодное обезжиривание более эффективно. Вследствие наводороживания деталей при катодном обезжиривании часто обезжиривание проводят сначала на катоде, а затем на аноде, либо только на аноде.
Электрохимический способ травления металлов значительно ускоряет процесс очистки как за счет обильно выделяющегося на деталях газа, так и в результате химического и электрохимического растворения окислов и металла. При подготовке поверхности перед нанесением гальванических покрытий наиболее широко применяют способы анодного травления.
Анодное травление желательно вести при высоких плотностях тока, так как при низких происходит неравномерное травление и на поверхности остается травильный шлам.
Катодное травление вследствие наводороживания применяют реже. Его используют в том случае, когда необходимо значительно сократить непроизводительные потери металла и расход кислоты.
Цель промывки — не только тщательно удалить с поверхности изделий растворы и продукты от предыдущей операции, но и при экономном расходе воды обеспечить их минимальное попадание в сточные воды.
Наряду с экономным расходом воды важным показателем эффективности промывки является качество воды. Плохое ее качество и плохая система промывки могут оказывать существенное влияние на качество получаемых покрытий. Повышенное содержание кальция и магния может вызвать образование пятен на поверхности покрытия.
По физико-химическим показателям чистую воду нужно оценивать в зависимости от влияния вредных примесей, содержащихся в ней, на режим электролиза, а также на вид и структуру покрытия.
Для промывки защитных покрытий, к которым не предъявляются повышенные требования, может применяться техническая вода. Остальные физико-химические показатели технической воды не должны быть выше ПДК вредных веществ в водоемах санитарно-бытового использования. Вода из городского водопровода должна применяться для промывки защитных покрытий, к которым предъявляются повышенные требования, а также для большинства защитно-декоративных покрытий.
При нанесении защитно-декоративных покрытий, к которым предъявляются повышенные требования (для точных приборов, медицинского инструмента, ювелирных изделий и пр.), промывку деталей следует проводить в конденсате, дистиллированной или деминерализованной воде с предельной жесткостью и общим содержанием соли. Вода того же качества должна использоваться для приготовления растворов электролитов, заполнения ванн улавливания и для промывки деталей перед нанесением и сушкой покрытий.
Существует две схемы промывки деталей: одноступенчатая — промывка в одной ванне с проточной водой (рисунок 10), многоступенчатая — промывка в нескольких последовательно установленных ваннах (ступенях) с проточной водой (рисунок 11).

Рисунок 10. Одноступенчатая схема промывки: 1 — технологическая ванна; 2 — ванна промывки
Многоступенчатая схема промывки подразделяется на прямоточную и противоточную (каскадную: двух- и трехступенчатую). Каждая из схем промывки может дополняться ванной улавливания. При конечных промывных операциях рассматриваемые схемы могут включать струйные промывки.
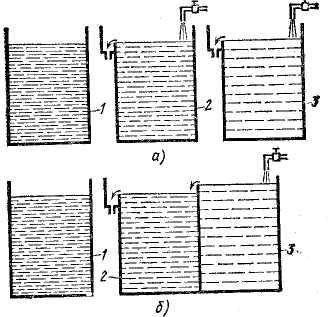
Рисунок 11. Многоступенчатая схема промывки: а — прямоточная; б — противоточная (каскадная); 1 — технологическая ванна; 2, 3 — ванны промывки
В гальваническом производстве различают три вида промывки: холодную (температура не нормируется); теплую (при 40—50 СС) и горячую (при 70— 90 °С). Существует несколько методов промывки: погружной — осуществляется в ваннах с непроточной водой (т. е. в ваннах улавливания) и в ваннах с проточной водой; струйный — осуществляется кратковременная промывка деталей (например, после пассивирования) простой конфигурации (линейки, листовые изделия, плоские детали), а также смыв с деталей вязких растворов; этот метод экономичнее, чем погружением; комбинированный (погружной и струйный) — применяется для промывки деталей сложной конфигурации и смыва с деталей вязких растворов. Сначала детали поступают в ванну, заполненную водой, а затем после извлечения из ванны промываются направленными струями воды из душирующих сеток или из отверстий в горизонтальных трубках, расположенных в верхней части ванны промывки.
Наиболее эффективно процесс промывки происходит при перемешивании воды в промывных ваннах. Перемешивать воду можно вручную; подачей большого количества воды; механизмами и насосами, перемешивающими воду; механическим движением подвески с деталями в ванне промывки; ультразвуковой вибрацией; сжатым воздухом. Наиболее экономичным и простым способом является перемешивание воды сжатым воздухом, очищенным от масла. Воздух подается в нижнюю часть ванны по трубчатой распределительной системе. Расход воздуха принимается равным 0,2 л/мин на 1 л объема воды в ванне промывки.
В последнее время появились более рациональные способы промывки. Так, фирма Шерринг АГ предложила метод ВАКУ-ДЖЕТ, заключающийся в отсасывании из барабанов с помощью вакуума до 60 % неразбавленного электролита и возвращении его в рабочую ванну; при этом применяют барабаны и промывные ванны специальной конструкции. Последующая промывка производится сначала струйным методом в этой же ванне, а также при необходимости дополнительно в двухступенчатой каскадной ванне (рис. 11). Метод позволяет значительно сократить потери растворов, промывной воды и расходы на очистку стоков. Фирмой предложен еще метод струйно-периодической промывки, позволяющей также снизить расход промывной воды.

