 2017-10-31
2017-10-31 1649
1649
2.3.1. Перед сдачей в производство листы должны подвергаться проверке на соответствие требованиям настоящих Правил посредством изучения сертификатов, внешнего осмотра, выборочного контроля размерных параметров, химического состава, механических свойств, а также сплошности по толщине с использованием ультразвуковых дефектоскопов.
Обнаруженные при входном контроле участки с повреждениями поверхности должны зачищаться с последующим контролем толщины в месте зачистки. Ремонт сваркой не допускается.
Сварочные материалы перед их использованием должны проверяться на соответствие заданным техническим требованиям, путем изучения сертификатов или паспортов, а также контрольных испытаний.
Регламент входного контроля исходных материалов разрабатывает Производитель труб с учетом следующих обязательных требований.
От каждых десяти плавок (партий) стали отбирают один лист, от которого отбирают пробы для проведения всего комплекса испытаний, оговоренных настоящими Правилами для листа. При неудовлетворительных результатах испытаний, осуществляемых в рамках входного контроля, все листы испытанной плавки бракуют.
При сварке труб допускается применять только сертифицированные сварочные материалы.
От сварочной проволоки каждой плавки стали отбирают пробу для контрольного химического анализа.
От каждой партии флюса (либо плавки в случае изготовления плавленого флюса) отбирают пробу для контрольного химического анализа.
От каждой партии флюса, формируемой после его просушки, отбирают пробу для контроля влажности, величина которой не должна превышать 0,03%.
Сварочные материалы для каждого варианта их сочетания (проволока данной плавки, защитный газ или флюс данной партии) должны подвергаться сварочным испытаниям при соблюдении режимов сварки, принятых в производственных условиях. При сварке в защитной газе контролируют сплошность металла шва (отсутствие пористости), а при сварке под флюсом - формирование шва и его ударную вязкость при требуемой температуре испытаний.
При неудовлетворительных результатах входного контроля сдача материалов в производство запрещается. Допускается проведение переиспытаний при определении химического состава и механических свойств на удвоенном количестве проб.
2.3.2.Технология производства и установленное оборудование должны обеспечивать получение требуемой формы и размеров труб без механических повреждений, образования рванин и трещин в теле трубы.
Риски, забоины, вмятины и другие повреждения поверхности трубной заготовки, образовавшиеся в процессе производства, должны зачищаться до их полного удаления зашлифовкой перед технологическими операциями, в процессе которых происходит холодная пластическая деформация металла, а при их появлении в зоне свариваемых кромок шириной до 50 мм - перед операциями сварки.
2.3.3. Трубы для магистральных газопроводов изготавливают с применением дуговой двухсторонней сварки при выполнении не менее одного прохода изнутри и снаружи трубы автоматической дуговой сваркой под флюсом. Допускается использовать сварку плавящимся электродом в защитном газе или смеси защитных газов при выполнении технологического слоя, а также промежуточных слоев многопроходного шва.
Конструкция и технологическая настойка трубосварочного оборудования должна обеспечивать взаимную неподвижность кромок стыка в зоне сварки при выполнении первого прохода соединения. Соединение кромок при изготовлении труб должно осуществляться путем выполнения по всей длине стыка прихваточного (технологического) слоя, который должен полностью переплавляться при сварке последующих слоев.
При выполнении многопроходного шва при сварке с предварительным технологическим слоем перед сваркой последующего шва должен производиться осмотр и ремонт (в случае необходимости) обнаруженных дефектных участков.
Сварка под флюсом по технологическом или промежуточному шву, имеющему выходящие на поверхность поры или свищи на длине, превышающей 15% общей длины шва, запрещается. Трубы, в которых во время или после сварки наблюдается растрескивание технологического шва на длине, превышающей 15% общей длины шва, бракуют.
Начальные и концевые (кратерные) участки швов у торцов труб должны выводиться на технологические планки или удаляться путем обрезки. Допускается переварка кратерных участков швов, образовавшихся при прекращении процессов сварки в средней части стыка на расстоянии не менее 500 мм от торца трубы. Участки переварки должны подвергаться обязательной механической обработке заподлицо с поверхностью шва, кратерный участок которого переваривался.
2.3.4. Каждая труба после завершения процесса сварки должны контролироваться посредством внешнего осмотра наружной и внутренней поверхностей, а сварные соединения - дополнительно с использованием неразрушающих методов. Неразрушающий контроль сварных соединений, выполняемый после сварки труб, проводят согласно требованиям п. 2.3.10.
Обнаруженные отклонения от требуемой формы и дефекта шва, такие как усадочные раковины, наплывы, неплавные переходы шва к основному металлу, должны устраняться зашлифовкой. Усиление внутреннего шва на концевых участках трубы удаляют механической обработкой.
Поверхностные дефекты основного металла также устраняют зашлифовкой с последующим замером толщины в месте зашлифовки ультразвуковым толщиномером.
Устранение поверхностных дефектов в зоне свариваемых кромок должно производиться до выполнения ремонтных работ с применением сварки.
Неразрушающий контроль сварных соединений, выполняемый после сварки труб, проводится согласно требованиям п. 2.3.10.
Трубы, в которых обнаружены трещины или расслоения в зоне термического влияния сварных соединений или недопустимые смещения кромок сварного соединения, бракуют. Бракуют также трубы, в швах которых обнаружены поперечные или продольные трещины, выходящие на поверхность поры, или свищи от расслоений.
2.3.5. Допускается ремонт дефектных участков сварных соединений труб с применением вырубки или выплавки с последующей зашлифовкой образовавшейся поверхности и заварки, выполненной способами автоматической или механизированной дуговой сваркой в защитном газе, смеси защитных газов или сварки под флюсом. Технология ремонта дефектных участков швов должна обеспечивать качество отремонтированных участков в соответствии с требованиями настоящих Правил.
Ремонтные валики подвергают зашлифовке заподлицо с поверхностью ремонтируемого шва или, по крайне мере, зашлифовке начальных и концевых участков при длине ремонтных швов 300 мм и более.
Ремонт с применением сварки дефектных участков швов на расстоянии до 400 мм от торцов труб, а также участков швов с прожогами, поперечными трещинами и порами (свищами) от расслоений на кромках стыка не допускается.
Общая длина отремонтированных участков сварного соединения с применением сварки не должна превышать 5% длины трубы. Допускается ремонт односторонних подрезов с применением дополнительной наплавки валика автоматической дуговой сваркой под флюсом при длине отремонтированного участка шва не более 15% длины трубы.
Минимальная длина ремонтного шва должна быть не менее 100 мм.
Количество труб в партии, отремонтированных с применением сварки, не должно превышать 5% от объема партии.
Ремонт после калибровки (экспандирования) и гидроиспытания трубы, а также ремонт двух и более дефектов в одном сечении и повторный ремонт одного и того же участка с применением сварки запрещается.
2.3.6. Участки основного металла, которые подвергали механической обработке с целью устранения плен и закатов, должны проверяться ультразвуковым контролем. Участки сварного соединения, подвергшиеся ремонту с применением сварки, проверяют посредством осмотра, ультразвукового контроля и рентгенпросвечивания.
Недопустимые дефекты, подлежащие ремонту, такие как трещины, непровары, подрезы, риски, должны быть устранены до выполнения операций, в процессе которых металл в зоне дефекта будет претерпевать холодную пластическую деформацию (экспандирование) или термомеханическое воздействие (газопламенная или плазменная резка, термообработка).
2.3.7. Холодная пластическая деформация металла в процессе изготовления (экспандирования) должна быть не более 1,2%. Технология изготовления труб должна гарантировать отсутствие чрезмерных местных пластических деформаций металла сварного соединения в процессе калибровки (экспандирования).
Непосредственно перед экспандирование производится контроль формы торцов трубной заготовки. При этом рекомендуется, чтобы отклонение профиля внутренней поверхности в зоне сварного соединения со снятым усилением шва от окружности номинального внутреннего диаметра на дуге длиной 200 мм не превышало 0,3% номинального диаметра, или 3 мм, а величина овальности не превышала 3%.
Концевые участки труб с недопустимыми смещениями кромок должны быть отрезаны до экспандирования.
При механическом экспандировании непосредственный контакт разжимных сегментов экспандера с поверхностью шва не допускается.
2.3.8. Концы труб должны иметь разделку кромок под сварку. Форма разделки кромок определяется техническими условиями, утвержденными в установленном порядке.
Плоскости торцов, образуемых при механической обработке, должны быть перпендикулярны продольной оси трубы и взаимно параллельны.
2.3.9. Каждая труба должна проходить испытания гидростатическим давлением Ри в течение не менее 20 с, величина которого должна быть не ниже давления, вызывающего в стенках труб кольцевое напряжение R, равное 95% нормативного предела текучести.
Величина Ри (МПа) для всех типов труб должна определяться по формуле:
 ,
,
где Smin - минимальная толщина стенки, см;
R - расчетное значение напряжения, принимаемое равным 95% нормативного предела текучести, МПа;
Двн - внутренний диаметр трубы, см.
При определении величины давления испытания необходимо учитывать влияние осевого подпора.
Трубу признают выдержавшей гидроиспытания, если в ней отсутствуют дефекты, приводящие к образованию течи, а также местные изменения формы (“вздутия”).
Трубы, при испытаниях которых выявлены течи и другие дефекты, бракуют.
2.3.10. На каждой трубе после гидроиспытания должен проводиться контроль неразрушающими физическими методами, включающий:
¨ ультразвуковой контроль концевых участков шириной не менее 25 мм у торцов по периметру;
¨ ультразвуковой контроль сварного соединения по всей длине шва;
¨ рентгеновский контроль участков сварных соединений для расшифровки согласно отметок ультразвукового и визуального контроля;
¨ повторный ультразвуковой контроль участка сварного соединения, не подтвержденного как дефектный при рентгеновском просвечивании (по требованию Заказчика);
¨ дополнительный рентгеновский (по требованию Заказчика - рентгенографический) контроль участков шва длиной не менее 200 мм на концах труб.
Методики и браковочные нормы дефектов при ультразвуковом и рентгеновском контроле должны приниматься в соответствии с требованиями, изложенными в прил. 1 и 4.
2.3.11. Проверка остаточного магнетизма по концам труб производится по методике Производителя труб.
2.3.12. В процессе трубного передела должен осуществляться контроль технологических параметров, качественных и размерных характеристик на различных этапах производства. Требования к контролю труб в процессе производства разрабатывает Производитель труб с учетом требований настоящих Правил. Регламент проведения контроля труб в процессе производства, согласованный с Заказчиком, является неотъемлемой частью документации, оформляемой при заказе.
2.3.13. Отбор труб для проведения контрольных испытаний может производиться в присутствии и по указанию Заказчика.
ПРИЛОЖЕНИЕ 1
Требования к ультразвуковому контролю
1. Оборудование, используемое для ультразвукового контроля, должно обеспечивать возможность длительного и непрерывного контроля листового или рулонного проката, а также основного металла и сварных соединений труб. Проверка надежности и эффективности контроля должна осуществляться не менее одного раза в течение рабочей смены с использованием эталонных образцов согласно п.2 настоящего приложения. Настройку и проверку настройки оборудования на эталонном образце необходимо выполнять, используя методы контроля, аналогичные применяемым при контроле изделия.
2. Эталонные образцы должны иметь тот же диаметр и толщину, что и проверяемое изделие. Необходимая длина эталонного образца определяется Производителем изделий. Эталонные образцы должны иметь выполненный механической резкой паз (один паз на внутренней поверхности эталона и один на наружной его поверхности) или просверленные отверстия. Размеры паза или отверстий на эталонных образцах для контроля сварки соединения труб показаны на рис 1.1. Выбор варианта выполнения паза или отверстия производится Изготовителем изделий. Паз должен быть параллелен сварному шву и расположен от него на расстоянии, достаточном для получения двух отдельных и различных сигналов. Отверстия диаметром 1,6 и 3,2 мм просверливаются сквозь стенку перпендикулярно поверхности эталонного образца, как показано на рис. 1.1.
Размеры паза или отверстия на эталонных образцах для контроля основного металла труб устанавливаются по согласованию между Заказчиком и Производителем изделий.
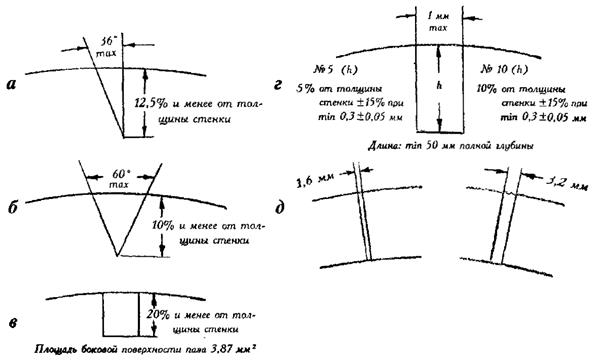
Рис. 1.1. Эталонные образцы:
а - паз с односторонним скосом; б -V-образный паз; в -паз с вертикальными стенками; г - паз № 5 и № 10; д - просверленные отверстия
Примечание. Размеры паза или отверстия не следует толковать как минимальный размер дефекта, обнаруживаемого настоящим методом или оборудованием.
1. Предельно допустимый уровень сигнала, образуемого эталонным отражателем, приведен в табл. 1.1. Дефект, от которого уровень сигнала превышает уровень сигнала, показанный в табл. 1.1, квалифицируется как недопустимый, если только Производитель не докажет, что его размеры не превышают размеры допустимых дефектов, оговоренных настоящими Правилами.
В частности, для труб, сваренных под флюсом, участки швов с дефектами, рассматриваемые как недопустимые по данным ультразвукового контроля, могут быть перепроверены рентгенографическим контролем с использованием 2-4%-ного пенетрометра в соответствии с прил. 4 к настоящим Правилам.
При сварке труб в защитной газе, участки швов с дефектами, длина сигнала от которых превышает 25 мм, независимо от уровня сигнала, но превышающего уровень фонового сигнала также могут быть перепроверены рентгенографическим контролем согласно настоящим Правилам или другим методом, согласованным между Заказчиком и Производителем.
Таблица 1.1
| Способ сварки | Тип паза | Размер отверстия, мм | Предельно допустимый уровень сигнала |
| Дуговая сварка под флюсом, в защитных газах. | № 5 | 1,6 | |
| Процессы сварки, применяемые при ремонте швов | Все другие | 3,2 | 33,3 |
ПРИЛОЖЕНИЕ 2
Испытание образцов типа DWTT
1. Методика испытаний, изложенная в настоящем приложении, распространяется на испытание листовой стали и основного металла труб. Методика предусматривает определение доли вязкой составляющей в изломе в процентах при температурах испытания, оговоренных настоящими Правилами и техническими условиями на производство листовой стали и труб.
2. Для испытания применяются образцы, размеры которых указаны на рис. 2.1. Образцы должны вырезаться поперек оси проката или трубы могут быть выправлены статической нагрузкой. Величина остаточного прогиба образца при проверке на плите не должна превышать 2 мм. Для испытаний могут применяться также образцы, в которых середина образца длиной 25-50 мм не правится от трубной кривизны. В случае различия между результатами испытаний правленных и неправленных образцов или при арбитражных испытаниях результаты на неправленных образцах должны считаться предпочтительными. Образцы из листовой стали вырезаются согласно ГОСТ 7564-73.
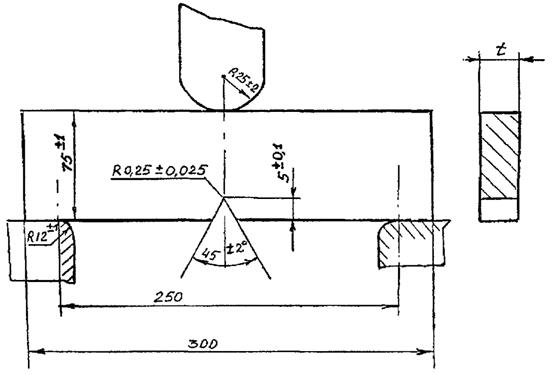
Рис. 2.1. Образец DWTT для определения количества волокнистой составляющей в изломе:
t - толщина стенки трубы или листа
Для труб с толщиной стенки более 19,1 мм Производитель имеет право испытывать образцы, толщина которых уменьшена до 19,1 мм посредством механической обработки одной или двух поверхностей. Температура испытаний таких образцов должна устанавливаться ниже указанной в проекте минимальной температуры эксплуатации не величину, приведенную в табл. 2.1.
Таблица 2.1
| Толщина стенки трубы, мм | Величина снижение температуры испытание, оС | |
| от | до (включительно) | |
| 19,1 22,2 28,5 | 22,2 28,5 36,7 |
3. Надрез на образцах должен наноситься методом прессования. Надрез должен быть выполнен острым (не радиусным) инструментом, рис. 2.1. Запрещается нанесение механических надрезов. При вырезке образцов и выполнении надрезов не допускается нагрев образца, влияющий на механические свойства металла.
4. Перед испытанием образцы должны быть полностью погружены в ванну с соответствующей жидкостью, колебания температуры которой по объему ванны не должны превышать ± 1°С от заданной температуры испытаний. Образцы толщиной 19 мм и менее должны выдерживаться перед испытанием при этой температуре не менее 15 минут. Образцы толщиной более 19,1 мм необходимо выдерживать при заданной температуре перед испытаниями не менее 30 минут. Образцы должны быть отделены друг от друга на расстояние, по меньшей мере равное толщине стенки образца. Система охлаждения должна предусматривать циркуляцию ванны для того, чтобы гарантировать однородное распределение температуры по ванне.
Могут быть использованы другие методы охлаждения при условии, что они обеспечивают необходимое время для доведения и выдержки образцов при заданной температуре.
5. Время, необходимое для извлечения образца из ванны, установки его на опоры и испытания по описанной методике не должно превышать 10 с. Если образцы находятся вне ванны дольше этого времени, они должны быть возвращены в ванну неиспытанными и выдержаны в ванне не менее 10 минут. Образцы, при их извлечении и установке на опоры, нельзя зажимать в районе надреза приспособлениями, температура которых заметно отличается от температуры испытаний.
6. Испытание образцов производится на маятниковых или вертикальных копрах с падающим грузом. Мощность копров должна быть достаточной для полного разрушения образца. Скорость движения ножа маятника или падающего груза в момент удара должна быть не менее 5 м/с.
Образец должен свободно лежать на опарах копра. Образец должен устанавливаться на опоры таким образом, чтобы предотвратить боковое вращение образцов в процессе его разрушения падающим грузом. Испытание производится при одном ударе маятника или падающего груза со стороны, противоположной надрезу. Установка образца должна производится так, чтобы надрез был расположен симметрично относительно опор с погрешностью ±1 мм. Удар должен наноситься по оси надреза с отклонением не более 1 мм.
7. Температурой испытания считается температура образца в момент начала разрушения. Фактическая температура испытаний не должна отклоняться от заданной более чем на ± 2°С.
8. Поверхности изломов вязких разрушений имеют тусклый, серый, волокнистый вид, плоскость среза которых, в общем случае, наклонена под углом к поверхности образца. Хрупкие изломы и изломы скола имеют светлый и кристаллический вид поверхности. Хрупкие изломы, в общем случае, начинаются от корня надреза и окружены волокнистым изломом или губами среза.
При определении доля вязкой составляющей в расчетах не учитываются участки сечения излома длиной t/2, примыкающие к надрезу и месту нанесения удара, рис. 2.2.
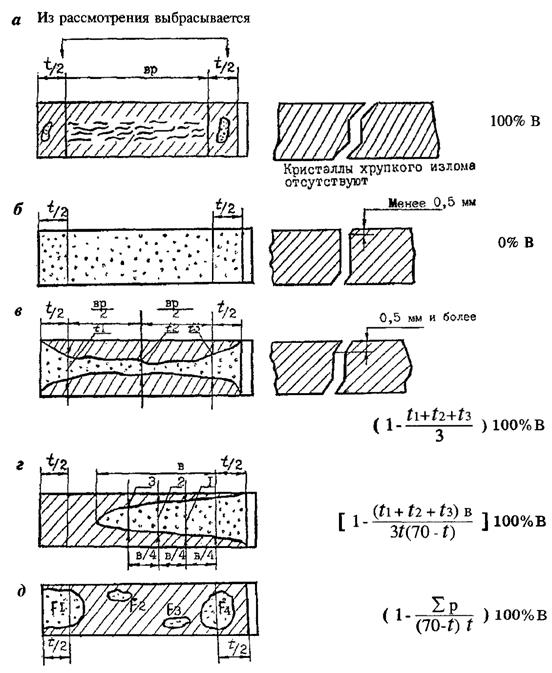
Рис. 2.2. К расчету волокнистой составляющей в изломе образцов
DWTT для различных нормативов излома
Количество вязкой составляющей определяется в процентах по формуле
В = (100 - Х),
где Х - процент хрупкой составляющей в рассматриваемой площади излома.
Определение размеров участков излома, занимаемых хрупкой составляющей, производят мерительным инструментом с точностью до 0,5 мм.
9. В зависимости от вида излома рекомендуются следующие способы определения вязкой составляющей:
· излом полностью вязкий за исключением возможных пятен хрупкого излома в участках сечением шириной t/2, прилегающих к надрезу и месту нанесения удара. Такой излом квалифицируется как имеющий 100% доля вязкой составляющей, рис. 2.2-а;
· излом полностью хрупкий (кристаллический с очень тонкими “губами среза” менее 0,5 мм). Такой излом квалифицируется как имеющий 0% доли вязкой составляющей, рис. 2.2-б;
· при смешанном изломе применяемые формулы подсчета приведены на рис. 2.2-в, 2.2-г, и 2.2-д.
ПРИЛОЖЕНИЕ 3

