 2017-11-01
2017-11-01 2690
2690 В этом случае фреза или фрезерная головка закрепляется в конусном отверстии шпинделя станка на концевой оправке или. непосредственно на конце шпинделя станка.
В этом случае фреза или фрезерная головка закрепляется в конусном отверстии шпинделя станка на концевой оправке или. непосредственно на конце шпинделя станка.
Рассмотрим фрезерование торцов чугунного бруска (рис. 99) на горизонтально-фрезерном станке с применением фрезерной головки D =250 мм с четырнадцатью ножами из твердого сплава ВК8. Припуск на обработку с каждого торца 4 мм, точность обработки 0,5 мм. На чертеже у торцов бруска в местах обработки стоят значки  4, что обозначает получистую поверхность по 4-му классу чистоты.
4, что обозначает получистую поверхность по 4-му классу чистоты.

Припуск в 4 мм можно,снять с одного прохода; для получения получистой поверхности, как задано чертежом, надо брать меньшую подачу и большую скорость, чем при обдирочной обработке.
Установка и закрепление фрезерной головки. Для установки и закрепления фрезерной головки необходимо:
1) отвести хобот станка в крайнее переднее положение;
2) снять серьгу;
3) отвести хобот станка обратно в крайнее заднее положение и закрепить его в этом положении;
4) протереть насухо наружный конец шпинделя и отверстие во фрезерной головке и надеть головку на шпиндель так, чтобы поводки конца шпинделя вошли в пазы фрезерной головки, завернув четыре винта, закрепить фрезерную головку на шпинделе станка, как изложено на стр. 62.
Если фрезерная головка имеет коническое посадочное отверстие (см. рис. 49, а), то крепление ее следует производить на конусе фрезерной оправки (см. рис. 50).
Когда фрезерная головка надета и закреплена, надо включить станок и при помощи индикатора проверить фрезу на биение. Допускаемое биение фрезерной головки 0,05 мм.
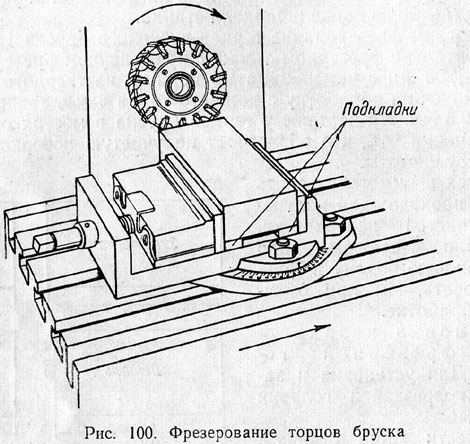
Закрепление заготовки. При закреплении бруска в тисках удобнее положить его широкой гранью (рис. 100) на две параллельные подкладки, установленные на направляющие тисков. Для выверки параллельности заготовки плоскости стола пользуются рейсмасом, для чего его передвигают вдоль закрепленного в тисках бруска, следуя иглой по обработанной верхней плоскости бруска. Легким постукиванием латунного молотка установить брусок параллельно столу станка и окончательно закрепить его.
Настройка станка на режим скоростного фрезерования. Для этой обработки применимы режимы скоростного фрезерования, так как твердосплавная фрезерная головка позволяет увеличить скорость резания.
Подача фрезы задана 0,2 мм/зуб. Для фрезы диаметром 250 мм, оснащенной твердым сплавом ВК8 и имеющей 14 зубьев, при глубине резания 4 мм и подаче 0,2 мм/зуб, скорость резания задана равной 90 м/мин.
По лучевой диаграмме (см. рис. 54) скорости резания 90 м/мин при фрезе диаметром 250 мм соответствуют числа оборотов шпинделя между n6=100 об/мин и n7=125 об/мин. Выбираем меньшее число оборотов n=100 об/мин и устанавливаем лимб коробки скоростей на эту ступень.
При n=100 об/мин, z=14 и sзуб =0,2 мм/зуб минутная подача определится по формуле (4):

Примем ближайшую меньшую подачу, которой располагает станок 6М82Г, и установим лимб коробки подач на 250 мм/мин.
Определим по формуле (1) полученную скорость резания:

Таким образом, скоростное фрезерование чугуна будем вести фрезерной головкой диаметром 250 мм с вставными ножами из твердого сплава ВК8 при глубине резания 4 мм, ширине фрезерования 125 мм, продольной подаче 250 мм, или 0,2 мм/зуб, и скорости резания 78,5 м/мин. Фрезеровать будем без охлаждения.
При скоростном фрезеровании надо особенно строго соблюдать правила техники безопасности, т. е. работать с применением защитных очков или защитного экрана, так как раскаленная отлетающая стружка может вызвать ожоги лица и повреждение глаз.
Приемы фрезерования торца бруска. Закончив настройку станка, можно приступить к обработке. Порядок фрезерования следующий:
1) включить электродвигатель в сеть и нажатием кнопки включить вращение шпинделя;
2) с помощью рукояток поперечной, продольной и вертикальной подач осторожно подвести брусок к фрезе до легкого касания фрезой примерно в середине заготовки. Затем с помощью рукоятки продольной подачи стола вывести заготовку из-под фрезы, выключить вращение шпинделя и рукояткой поперечной подачи подать стол к станине на величину, соответствующую толщине снимаемого слоя, т. е. 4 мм.
При установке фрезы на глубину можно пользоваться лимбом поперечной подачи, который устроен так же, как лимб вертикальной подачи, но имеет 120 делений, причем цена одного деления тоже равна 0,05 мм. Следовательно, для установки на глубину снимаемого слоя 4 мм надо повернуть рукоятку винта поперечной подачи на 80 делений лимба. При пользовании лимбом учесть изложенное на стр. 115 и 116 (см. рис. 91);
3) застопорить консоль стола и салазки поперечной подачи;
4) установить кулачки механического выключения продольной подачи стола на требуемую длину фрезерования;
5) подвести брусок вручную плавным вращением рукоятки продольной подачи стола к фрезерной головке и, не доводя его на 15—10 мм, включить шпиндель, включить продольную механическую подачу и отфрезеровать деталь;
6) выключить станок, отвести стол в поперечном направлении и подать быстрой продольной подачей в исходное положение;
7) проверить угольником перпендикулярность обработанного торца к граням бруска, до проверки угольником снять напильником заусенцы по краям торца бруска, вынуть брусок из тисков;
8) разметить второй торец на длину 250 мм и вновь поставить на станок для торцового фрезерования бруска в окончательный размер.
Порядок работы по торцовому фрезерованию второго торца такой же, с той разницей, что установка заготовки производится по разметке;
9) разжать тиски, вынуть брусок, проверить угольником перпендикулярность обработанного торца к граням бруска и измерить линейкой длину бруска (заданный размер 250 мм), точность измерения линейкой — 0,5 мм, т. е. равна точности изготовления бруска.
Торцовое фрезерование можно производить с механической вертикальной подачей вместо продольной. Подумайте, как это выполнить.

