 2013-12-31
2013-12-31 1646
16465.2.7.1. Осмотр и освидетельствование колесных пар производят в соответствии с «Инструкцией по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар». При осмотре особое внимание должно быть обращено на место посадки внутреннего кольца заднего подшипника, располагающееся на шейке оси у галтели на расстоянии 25-34 мм от торца предподступичной части оси. При наличии в указанном месте шейки наклепа от кольца подшипника он должен быть удален с помощью шлифовальной шкурки № 6 с маслом при вращении колесной пары на шеечном станке.
Проверяют состояние паза под стопорную планку, резьбы М12 под болты стопорной планки и М20 - тарельчатой шайбы зарезьбовой канавки и резьбы М110x4 шейки оси. При размере канавки менее 8 мм у колесных пар типа РУ1 производят ее расточку до размера 8 мм с шероховатостью торцевых поверхностей со стороны шейки Рz 2,5 мкм и со стороны резьбы Р2 40 мкм.
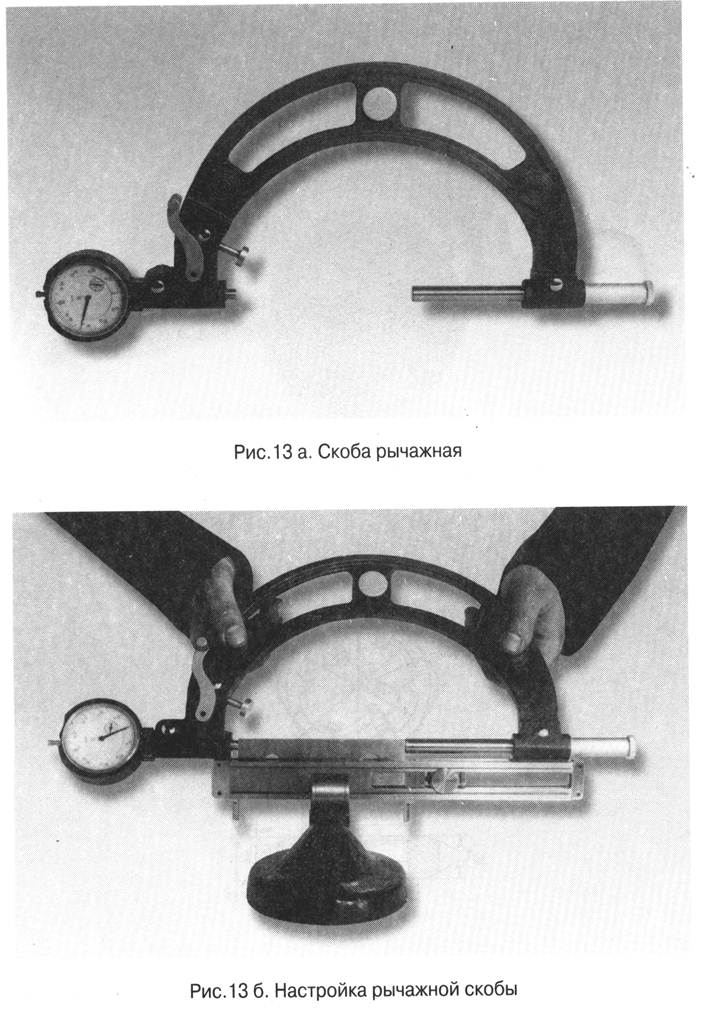
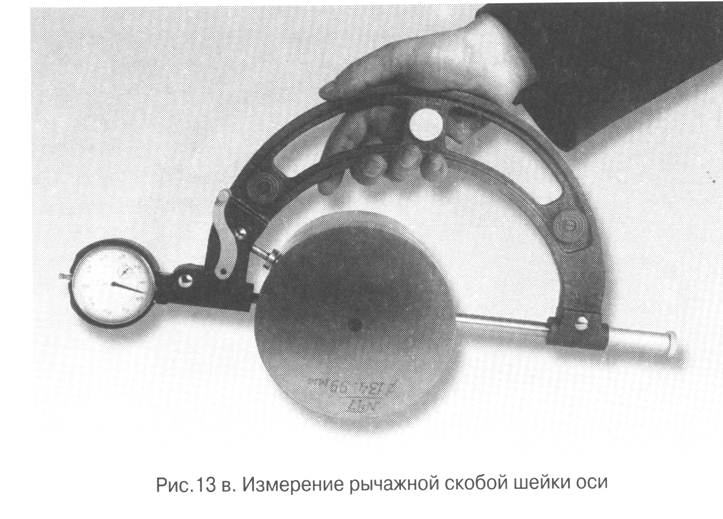
5.2.7.2. Шейки осей под подшипники измеряют электронно-механическими приборами, прошедшими государственные испытания и утвержденные МПС РФ. Настройка электронно-механических приборов производится в соответствии с прилагаемыми к приборам инструкциями и по эталонам, поставляемым в комплекте с этими приборами. Допускается производить измерение шеек осей рычажной скобой (рис.13 а, б, в) с теплоизоляционной ручкой. Настройку рычажной скобы, помимо концевых мер длины, можно производить с применением эталонов Уралвагонзавода, аттестованных органами Государственной метрологической службы.
Шейки измеряют в двух сечениях и двух взаимноперпендикулярных направлениях. Данные о замерах заносят в журнал формы ВУ-90.
Измерения шеек осей и предподступичных частей производят не ранее, чем через 12 часов после обработки на станках новых осей или обмывки колесных пар в моечных машинах и не ранее, чем через 2 часа после накатки шеек или обточки колес при ремонте. Допускается производить измерения шейки оси не ранее, чем через 12 часов или 2 часа при условии, что разность температуры между шейкой и температурой окружающей среды будет в пределах 3°С. Инструмент, которым будут измерять шейки, следует проверять по контрольным плиткам или эталонным кольцам, или концевым мерам, находящимся в одинаковых температурных условиях с осями, т.е. в том же цехе, где выдерживаются в течение указанного выше времени и колесные пары.
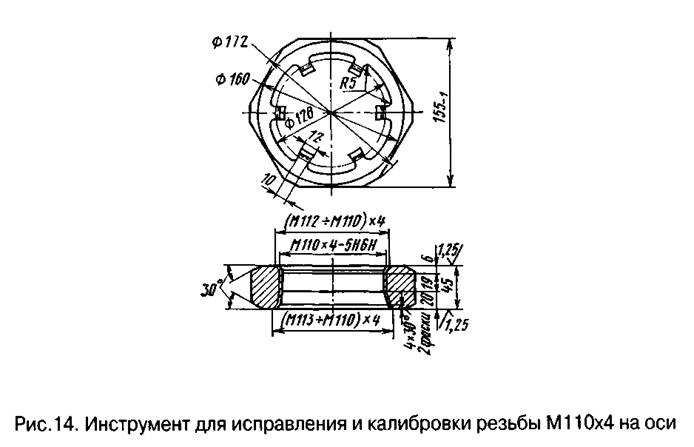
Резьбу по диаметру у колесных пар типов РУ1-950 измеряют штангенциркулем или специальным шаблоном. Колесные пары, имеющие по наружному диаметру резьбы размер более 110 мм, необходимо калибровать до размера 110 мм специальным инструментом (рис.14). Ко-. лесные пары с размером резьбы по наружному диаметру менее 108,7 мм, а также колесные пары с поврежденной резьбой (износ, срыв ниток, смятие рабочей поверхности профиля резьбы, изменение шага резьбы, заклинивание торцевой гайки на оси и др.) подлежат ремонту. У колесных пар типа РУ1Ш состояние резьбовых отверстий М20 в торце оси проверяют визуально. При обнаружении срыва более трех первых витков резьбы в резьбовых отверстиях осей или затруднений при завертывании болтов крепления допускается резьбовые отверстия исправлять метчиком.
При повреждении более шести первых ниток резьбы в резьбовых отверстиях оси колесная пара не допускается к дальнейшей эксплуатации до специального указания. При изломе головки или стержня болта оставшуюся часть болта вывертывают из оси без повреждений резьбы резьбового отверстия.
Количество забракованных колесных пар за год по неисправностям резьбы шеек на осях типа РУ! и резьбовых отверстий под болты М20 у осей типа РУ1Ш указывают в справке о работах основных типов роликовых подшипников, высылаемой в железнодорожные администрации. 5.2.7.3. Категорически запрещается сдавать в металлический лом оси типа РУ1 с поврежденной резьбой под торцевые гайки и под болты М12 крепления стопорной планкой, а также оси типа РУ1Ш с поврежденной резьбой под болты крепления тарельчатой шайбой. Такие оси подлежат ремонту. Резьбу у осей типа РУ1 восстанавливают наплавкой с последующей нарезкой на токарном станке и проверкой калибром.
5.2.7.4. Внутренние кольца подшипников, напрессованные на шейки оси, контролируют магнитопорошковым методом в соответствии с требованиями нормативно-технической документации по неразрушающему контролю утвержденной в установленном порядке.

