 2014-01-25
2014-01-25 1271
1271Критерии и классификация шероховатости поверхностей
Другие эксплуатационные требования
Сопротивление коррозии
Прочность деталей
Качество неподвижных соединений
Для получения прочного неподвижною соединения двух деталей необходимо, чтобы класс шероховатости был достаточно высок, т.е. микронеровности были возможно меньше. При запрессовке гребешки сминаются и диаметры сопрягаемых деталей изменяются: у вала диаметр становится меньше предварительно измеренною (но вершинам гребешков), у отверстия - больше. Сила запрессовки и натяг получаются меньше, чем рассчитывалось, так как при расчете исходили из размеров, измеренных по вершинам гребешков. При более чистой поверхности сопрягаемых деталей, когда высота гребешков весьма мала, надежность и качество неподвижной посадки увеличиваются.
При повторных запрессовках гребешки сглаживаются, натяг уменьшается, и соединение делается слабым.
Качество поверхности в значительной мере влияет на прочность деталей, особенно при переменных нагрузках. Концентрация напряжений, вызывающая разрушение детали, происходит вследствие неровностей ее поверхностей. Высокая чистота поверхности, полученная в результате отделочных операций, значительно повышает усталостную прочность, так как чем меньше микронеровности, тем меньше возможность появления поверхностных трещин от усталости металла.
Коррозия поверхностей металлических деталей вызывается действием газов, жидкостей, атмосферным влиянием. Чем больше шероховатость обработанной поверхности, тем активнее воздействие коррозии. Антикоррозионная стойкость значительно повышается с улучшением качества поверхности.
На грубошероховатой поверхности вещества, вызывающие коррозию, осаждаются во впадинах и углублениях; коррозия распространяется в направлении основания гребешков, в результате чего они под воздействием силы трения отрываются от поверхности, образуя новые впадины и выступы, и таким образом появляются новые очаги коррозии и разрушения.
Требования высокой чистоты поверхности вызываются иногда особыми условиями работы деталей машин (например, лопаток турбин) или приборов и измерительных инструментов, особыми требованиями к плотности соединений, декоративной отделке, содержанию в чистоте.
Критерии оценки и классификация шероховатости поверхности установлены ГОСТ 2789-73.
Под шероховатостью поверхности, получающейся в результате обработки, понимается совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности и рассматриваемых в пределах участка, длина которого выбирается в зависимости от характера поверхности и равна базовой длине.
Базовой линией является так называемая средняя линия профилей, проведенная таким образом, что в пределах базовой длины S сумма квадратов расстояний точек измеряемого профиля до этой линии минимальна (рис. 3.14). Базовая длина S - длина линии, в пределах которой производится оценка параметров шероховатости (S = 0,01…25 мм ).
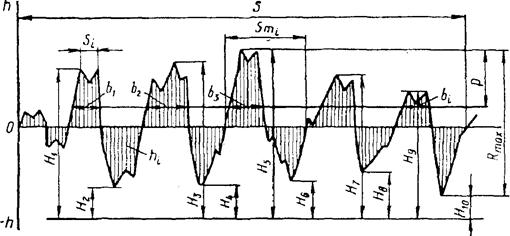
Рисунок 3.14 - Рельеф поверхности по ГОСТ 2789-73
Ra - среднее арифметическое отклонение профиля равно среднему арифметическому из абсолютных значений отклонений профиля h от средней линии в пределах базовой длины S
 ;
;
или приближенно
 .
.
Rz - высота неровностей по десяти точкам - это среднее расстояние Н между пятью высшими и пятью низшими точками измеряемого профиля в пределах базовой длины S
 .
.








