 2018-03-09
2018-03-09 436
436Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов.
Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Различают три типа посадок: с зазором, с натягом и переходные посадки.
Посадка с зазором -посадка, при которой в соединении, всегда образуется зазор, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала, причем, относительно нулевой линии они могут занимать различные положения.
Посадка с натягом -посадка, при которой в соединении всегда образуется натяг, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала, относительно нулевой линии они могут также занимать различные положения.
Переходная посадка - посадка, при которой в соединении возможно получение как зазора, так и натяга, в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично.
Зазором называется положительная (со знаком +) разность между размерами отверстия и вала (при условии размер отверстия больше размера вала), создающая свободу относительного перемещения сопрягаемых деталей.
Самый больший зазор получится в том случае, в случае если соединить втулку (отверстие), имеющую самый большой размер, с валом наименьшего размера. Наибольшим зазором называется положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала.
Самый малый зазор получится в том случае, в случае если соединить втулку самого малого диаметра с валом самого большого диаметра. Следовательно, наименьшим зазором называется положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Натягом называется отрицательная (со знаком -) разность между диаметрами вала и отверстия до сборки деталей (размер вала больше размера отверстия), обеспечивающая неподвижность соединения сопрягаемых деталей.
Самый большой натяг получится в том случае, в случае если соединить вал самого большого диаметра с отверстием наименьшего диаметра. Следовательно, наибольшим натягом называется отрицательная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия.
Самый малый натяг получится в том случае, в случае если соединить вал самого малого диаметра и втулку наибольшего диаметра. Таким образом, наименьшим натягом называется отрицательная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия.
Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей допусков или числовыми значениями предельных отклонений, а также сочетанием буквенных обозначений полей допусков с приведенными рядом в скобках численными значениями предельных отклонений (рис. 7).
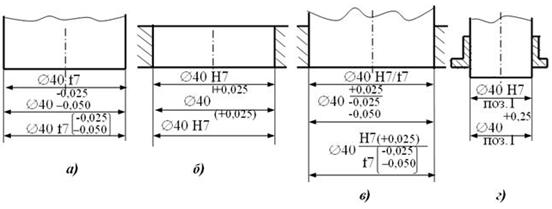
Рисунок 7. Примеры обозначения полей допусков и посадок на чертежах
Посадки и предельные отклонения размеров деталей, изображенных на чертеже в собранном виде, указывают дробью: в числителе – буквенное обозначение или числовое значение предельного отклонения отверстия, либо буквенное обозначение с указанием справа в скобках его числового значения, в знаменателе – аналогичное обозначение поля допуска вала (рис. 7 в). Иногда для обозначения посадки указывают предельные отклонения только одной из сопрягаемых деталей (рис. 7 г).
Неуказанные на чертеже детали непосредственно после номинального размера предельные отклонения попадают под понятие "общий допуск", его оговаривают общей записью в технических требованиях, помещаемых на поле чертежа над основной надписью. Общие допуски установлены по четырем классам точности: точный f, средний m, грубый с, очень грубый v. Величины допусков этих классов соответствуют приблизительно квалитетам 12, 14, 16, 17. Они имеют симметричные предельные отклонения, увязанные с интервалами номинальных размеров.
Допускаются дополнительные варианты предельных отклонений линейных размеров с неуказанными допусками, предусматривающие односторонние предельные отклонения для размеров отверстий (Н) и валов (h). Для размеров металлических деталей, обработанных резанием, общие допуски назначают, как правило, по классу точности m.
Лекция №5








