 2018-03-09
2018-03-09 349
349Точение плоскостей (торцов) осуществляется на токарных, токарно-
винтовых, токарно-револьверных станках. Для обработки используется
подрезные и проходные резцы. Обработка может быть при прямой и об-
ратной (от центра к периферии) подаче. Обратная подача даёт более высокие 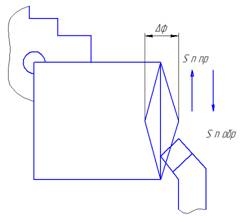 характеристики, как по точности, так и по шероховатости. Однако в большинстве случаев применяется прямая подача, как более удобная для контроля размеров. В общем случае при точении плоскостей обеспечивается точность от 7 до 13 квалитета, шероховатость Rа =2,5мкм до Rz =40 мкм.
характеристики, как по точности, так и по шероховатости. Однако в большинстве случаев применяется прямая подача, как более удобная для контроля размеров. В общем случае при точении плоскостей обеспечивается точность от 7 до 13 квалитета, шероховатость Rа =2,5мкм до Rz =40 мкм.
При точении плоскостей возможно появление погрешностей (ΔФ) в виде выпуклости или вогнутости. Это зависит, прежде всего, от точности станка, а именно, от точности перемещения суппорта относительно оси вращения шпинделя (перпендикулярность). Допустимые значения неперпендикулярности движения резцедержателя относительно оси шпинделя для станка 1К62 0,01мм на длине 300мм.
СТРОГАНИЕ И ДОЛБЛЕНИЕ ПЛОСКИХ ПОВЕРХНОСТЕЙ
Строгание в основном применяется для обработки крупногабаритных и протяжённых деталей. Используются поперечно-строгальные и продольно-строгальные станки. Методом строгания можно получать плоские поверхности, пазы, уступы и другие поверхности. При строгании используются режущие инструменты в виде изогнутых резцов.
При строгании инструмент имеет продольное перемещение вдоль образующей заготовки. При обратном движении обеспечивается поперечная подача резца на величину 0,2...0,5мм (строгание плоскостей). Для исключения трения резца по задней грани, при возврате в исходное положение, инструмент поднимается над обрабатываемой поверхностью.
Режимы обработки: при черновой обработке Vрез =10...15м/мин; при чистовой Vрез = 5... 9м/мин.
Достоинства метода:
- достаточно высокая точность и качество обработки 7...11 квалитет, Rа =2,5мкм и грубее- Rz =20...40мкм;
- отклонение от прямолинейности и плоскостности 0,05...0,1мм на 1м длины; - возможность получения различного рода канавок и уступов.
Недостатки:
- малая производительность из-за наличия холостых ходов. Для повышения производительности скорость холостого хода увеличивают в 3...4 раза по сравнению с рабочим ходом;
- необходимость применения с целью повышения точности специальных изогнутых резцов.








