 2018-03-09
2018-03-09 129
129
Применяется при черновой и чистовой обработке отверстий. Выполняется двумя способами:
1. 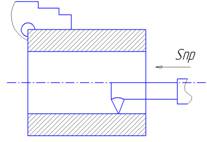 На токарных, токарно-карусельных, токарно-лобовых и др. станках превращающейся детали.
На токарных, токарно-карусельных, токарно-лобовых и др. станках превращающейся детали.
Точность размеров 1 -го рода зависит от точности станка, а 2-го рода от технологической схемы обработки. Режимы и характеристики обработки такие же, что и при обработке наружных цилиндрических поверхностей.
2. 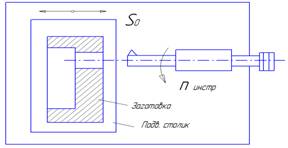 На расточных, координатно-расточных станках при неподвижной детали и вращающемся инструменте.
На расточных, координатно-расточных станках при неподвижной детали и вращающемся инструменте.
Заготовка неподвижна и устанавливается на столе станка, который имеет возможность перемещения относительно инструмента. Инструмент устанавливается в специальную державку и вращается.
Расточные станки используются при обработке отверстий в корпусных деталях и других для обеспечения заданной точности взаимного расположения поверхностей. Расточные станки могут выпускаться в виде алмазно-расточных и координатно-расточных. Они обеспечивают точность обработки отверстий в пределах 5-6 квалитета. Для повышения жёсткости державки могут снабжаться специальными направляющими втулками. Настройка инструмента на заданный размер, как правило, осуществляется вне станка с помощью специальных приборов.
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
Лекция № 7
Тема: МЕТОДЫ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ (ОТВЕРСТИЙ)
ШЛИФОВАНИЕ ОТВЕРСТИЙ
Шлифованию подвергаются отверстия с диаметром от 5мм. Применяются шлифовальные круги различной зернистости (см. шлифование наружных цилиндрических поверхностей). Помимо высокой точности и качества, внутреннее шлифование позволяет исправить погрешности как 1-го рода, так и-2-го. Применяются следующие способы шлифования:
1. Деталь закрепляется в патроне или на оправке и вращается. Шлифовальный круг также вращается, совершая необходимые перемещения. Для обработки применяются внутришлифовальные станки.
2. Деталь неподвижна, а инструмент совершает планетарные движения и вращается.
3. Деталь вращается, но не закрепляется в патроне или в другом устройстве - бесцентровое - шлифование.
ОБРАБОТКА В ПАТРОНЕ
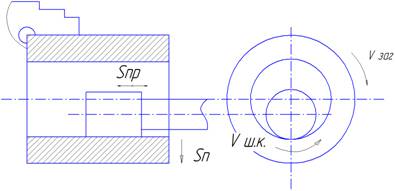 Для установки заготовок используются патроны с гидропластмассой, с упругой мембраной, цанговые патроны и другие приспособления. Диаметр шлифовального круга зависит от диаметра шлифуемого отверстия –
Для установки заготовок используются патроны с гидропластмассой, с упругой мембраной, цанговые патроны и другие приспособления. Диаметр шлифовального круга зависит от диаметра шлифуемого отверстия –
Dш.кр = (0,8...0,9) Dотв. Шлифование может осуществляться методами: продольной и поперечной подачи, глубинного шлифования, комбинированного шлифования. Формулы для определения времени обработки при шлифовании внутренних поверхностей аналогичны формулам для наружных поверхностей. Обработка ведётся с охлаждением содовым раствором на следующих режимах: Vрез = 25…100м/мин;
Sпрод . = (0,2...0,3) Bш.кр мм/мин - при чистовом шлифовании;
Sпрод . = (0,6...0,8) Bш.кр мм/мин - при черновом шлифовании;
Sпоп. = 0,01 – 0,04 мм/o6 - при поперечном шлифовании.
Шлифование обеспечивает 5...6 квалитет, Rа =0,32...0,16мкм. Недостатки: зависимость диаметра круга от диаметра отверстия и малая жёсткость шпинделя несущего шлифовальный круг.
ПЛАНЕТАРНАЯ СХЕМА ШЛИФОВАНИЯ ОТВЕРСТИЙ
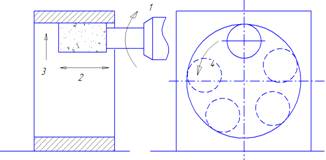 Применяется для обработки отверстий в крупногабаритных, тяжёлых деталях, вращение которых затруднительно или невозможно. При этом используются специальные внутришлифовальные станки с планетарным движением шпинделя. При обработке шпиндель совершает следующие движения: 1 - вращение вокруг оси; 2 - возвратно - поступательные движения - продольная подача; 3 - поперечная подача (0,05...0,03) мм/об; 4 - планетарное движение по окружности отверстия.
Применяется для обработки отверстий в крупногабаритных, тяжёлых деталях, вращение которых затруднительно или невозможно. При этом используются специальные внутришлифовальные станки с планетарным движением шпинделя. При обработке шпиндель совершает следующие движения: 1 - вращение вокруг оси; 2 - возвратно - поступательные движения - продольная подача; 3 - поперечная подача (0,05...0,03) мм/об; 4 - планетарное движение по окружности отверстия.








