 2018-03-09
2018-03-09 798
798Федеральное агентство по образованию
ФГОУ СПО
Тульский государственный технический колледж
УЧЕБНОЕ ПОСОБИЕ
По дисциплине
Программирование оперативных систем
Числового программного управления
Часть I Токарная обработка
Для специальности
Автоматизация технологических процессов и производств»
Тула 2013
| |
Учебное пособие по дисциплине «Программирование оперативных систем числового программного управления», часть I «Токарная обработка» - Тула: ТГТК, 2013. - 42 с.
В пособии рассмотрены вопросы оперативного программирования станков с числовым программным управлением, включающие выбор технологии обработки и режущего инструмента, ввод и отладку управляющей программы непосредственно на станке. Приведены задачи и упражнения по разработке управляющих программ для токарных обрабатывающих центров.
Пособие предназначено для операторов станков с числовым программным управлением и учащихся соответствующих учреждений начального и среднего профессионального образования.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ....................................................................................................................................... 3
ОПИСАНИЕ ЛАБОРАТОРНОГО СТЕНДА-ТРЕНАЖЁРА СИСТЕМЫ ЧПУ
FANUC 21 TB................................................................................................................................... 5
Устройство пультов.............................................................................................................. 5
Меню трехмерного моделирования.................................................................................... 6
Выбор заготовки и и инструмента...................................................................................... 8
ПОСЛЕДОВАТЕЛЬНОСТЬ ДЕЙСТВИЙ ПРИ РАЗРАБОТКЕ И МОДЕЛИРОВАНИИ
УПРАВЛЯЮЩИХ ПРОГРАММ........................................................................................... 11
Выбор размеров заготовки................................................................................................. 11
Выбор инструмента............................................................................................................. 12
Подготовка управляющей программы........................................................................... 12
Ввод и редактирование программы................................................................................. 13
Настройка и привязка станка, заготовки и инструмента............................................ 14
Выход станка в исходную точку. Запуск программы обработки............................... 17
ПРОГРАММИРОВАНИЕ ТОКАРНОЙ ОБРАБОТКИ....................................................... 18
Упражнения по линейной интерполяции....................................................................... 18
Упражнение № 1. Обработка детали за один проход.................................................. 188
Упражнение № 2. Обработка цилиндрической поверхности детали за несколько проходов с глубиной резания 1 мм.................................................................................................................. 19
Упражнение № 3. Подрезка торца за три прохода...................................................... 210
Упражнение № 4. Обработка за один проход детали с конической поверхностью 221
Упражнения по круговой интерполяции........................................................................ 23
Упражнение №5 Обработка галтелей............................................................................. 23
Упражнение № 6 Обработка неполной сферы............................................................... 24
Сверление и растачивание................................................................................................. 25
Упражнение № 7. Сверление и растачивание детали................................................... 25
Многопроходные циклы..................................................................................................... 26
Упражнение № 8. Обработка цилиндрической поверхности детали, используя циклы G72 и G73............................................................................................................................................................ 26
Упражнение №9. Обработка конической поверхности детали, используя циклы G72 и G73............................................................................................................................................................ 27
Упражнение № 10. Подрезка тореца, используя цикл G74.......................................... 28
Упражнение № 11 Сверление и растачивание детали с применением циклов........ 28
Упражнение № 12 Обработка галтелей с применением циклов................................. 29
Упражнение № 13 Обработка неполной сферы с применением циклов................... 30
3.2 Нарезание резьбы.................................................................................................................. 30
Упражнение № 14 Обработка детали "Болт"................................................................. 31
СПИСОК ИСПОЛЬЗОВАНЫХ ИСТОЧНИКОВ.................................................................... 33
ПРИЛОЖЕНИЕ А Режимы резания.......................................................................................... 34
ПРИЛОЖЕНИЕ Б Структура управляющих программ оперативных систем ЧПУ....... 39
ВВЕДЕНИЕ
Начало промышленного применения станков с числовым программным управлением (ЧПУ) относится к концу 1950-х годов, когда на смену шаблону копировально-фрезерного станка пришла магнитная или перфорированная лента с нанесённой на ней в цифровом (числовом) виде информацией о траектории движения режущего инструмента.
Дальнейшее развитие систем ЧПУ, так же, как и других устройств обработки и передачи цифровой информации, определялось совершенствованием аппаратных и программных средств вычислительной техники.
Наиболее распространённый тип системы ЧПУ сейчас – это устройство CNC типа (Computer Numerical Control), реализованное на электронной базе современного персонального компьютера. Применение такого мощного устройства обработки информации и управления в производстве позволило с небольшими затратами времени осуществлять разработку, отладку и корректировку управляющей программы (УП) на обработку детали непосредственно на рабочем месте. При этом системы CNC обладают возможностью ввода УП, как с внешнего носителя, так и с клавиатуры устройства ЧПУ. Последняя особенность является главной отличительной чертой оперативных систем числового программного управления или по международной классификации устройства ЧПУ HNC-типа (Handled Numerical Control).
Наиболее популярные современные системы ЧПУ одновременно являются представителями CNC и HNC типов. В дальнейшем под термином «оперативные системы ЧПУ» будут пониматься именно такие устройства числового программного управления станками.
В настоящее время в отечественной машиностроительной отрасли идёт процесс модернизации, характеризующийся повышением уровня автоматизации и внедрением в производство самых современных станков с ЧПУ. Меняются и требования к специалистам, работающим на металлорежущем оборудовании.
Исторически с момента появления первых станков с ЧПУ в этой области деятельности выделялись следующие профессии:
§ технолог-программист – разработчик технологического процесса и управляющей программы обработки детали на станке;
§ наладчик – специалист, обеспечивающий настройку станка на обработку конкретной детали;
§ оператор – рабочий, осуществляющий серийное изготовление деталей на станке.
В настоящее время в связи с развитием кооперационных связей и появлением предприятий малого бизнеса, работающих в сфере металлообработки, всё чаще появляется необходимость совмещения этих трёх специалистов в одном лице. Такой высококвалифицированный специалист на основании чертежа детали, располагая оперативной системой ЧПУ, непосредственно на рабочем месте может решить все технические и технологические проблемы и осуществить процесс изготовления требуемой детали.
Цель данного учебного пособия оказать помощь в подготовке таких специалистов, как в стенах учебных заведений, так и при самостоятельном обучении.
Настоящее учебное пособие написано авторами на основе собственного опыта работы на станках с ЧПУ, преподавания курса «Программирование для автоматизированного оборудования» в учреждениях начального и среднего профессионального образования, а также на основании анализа научно-технической и учебно-методической литературы, посвящённой вышеуказанной теме [1-7].
Разработка технологии обработки детали и соответствующей управляющей программы для станков с ЧПУ является творческим процессом, то есть допускает несколько возможных решений. Варианты решения упражнений, предложенные авторами, естественно являются неокончательными и могут быть изменены другими разработчиками. Главная особенность, которая учитывалась при выработке тем упражнений, – это удобство их последующего выполнения в специализированном дисплейном классе, оснащенного моделирующей программой Sinutrain (Siemens).
ОПИСАНИЕ ЛАБОРАТОРНОГО СТЕНДА-ТРЕНАЖЁРА СИСТЕМЫ ЧПУ FANUC 21 TB
Учебно-лабораторный класс стендов-тренажёров выполнен на базе персональных компьютеров с инсталлированным программным обеспечиванием SinuTrain, созданным фирмой Siemens (Германия) специально для учебных целей.
Указанная программа позволяет с высокой степенью приближения имитировать работу токарных и фрезерных станков с различными системами ЧПУ, в частности Sinumeric и Fanuc.
Условно процесс моделирования можно разделить на две части:
l имитация работы с пультами оператора станка и системы ЧПУ по вводу и отладке программы обработки детали (осуществляется программой WIN NC Fanuc T);
l виртуальное изготовление детали путем трёхмерного моделирования этого процесса на персональном компьютере (осуществляется программой EMCO Win 3DVIEW Turning).
Устройство пультов
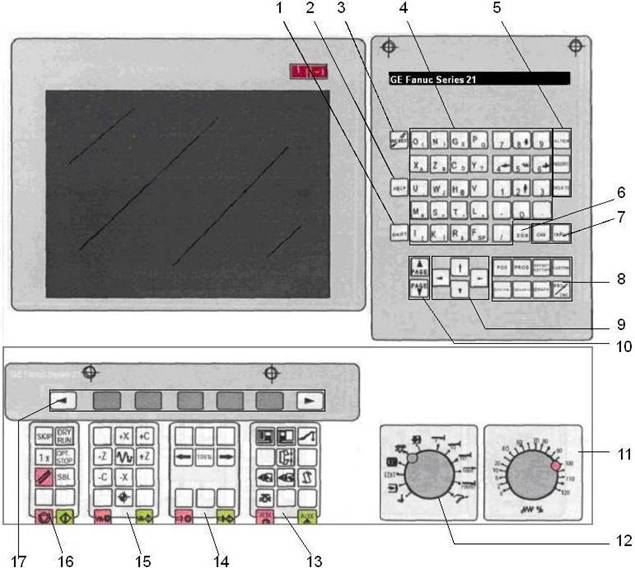 Для выполнения первой задачи используются пульты стенда-тренажёра, имитирующие соответствующие пульты оператора реального токарного станка и системы ЧПУ Fanuc 21 (рис. 1.1).
Для выполнения первой задачи используются пульты стенда-тренажёра, имитирующие соответствующие пульты оператора реального токарного станка и системы ЧПУ Fanuc 21 (рис. 1.1).
Рисунок 1.1 – Клавиатура управления стенда-тренажёра станка с системой ЧПУ Fanuc 21
1. SHIFT - смена регистра символьной клавиатуры.
2. HELP - меню помощи.
3. RESET - сброс системы ЧПУ.
4. Символьно-цифровые клавиши.
5. Редакционные клавиши: ALTER — изменить; INSERT — вставить; DELETE — удалить;
6. EOB — конец кадра.
7. Клавиши ввода: INPUT — ввод; CAN — удаление ввода.
8. Функциональные клавиши: POS — положение станка; PROG — вывод окна программы; OFFSET SETT. — ввод и отображение коррекций и настроек; SYSTEM — диагностика системы ЧПУ; MESSAGE — отображение сообщений; GRAPH — графическое моделирование; CUSTOM — включение национального языка разработчика; MMC/CNC — смена режимов работы.
9. Перемещение курсора.
10. Смена страниц.
11. Переключатель процента подачи.
12. Переключатель режимов работы станка:
 - выход в референтную позицию станка;
- выход в референтную позицию станка;
 - автоматический режим отработки программы;
- автоматический режим отработки программы;
EDIT - ввод и редактирование программы;

- наладочный режим станка;

- ручной режим;


- перемещение на установленное значение приращения;
 - повторное позиционирование;
- повторное позиционирование;
13. Клавиатура электроавтоматики станка: открытие/закрытие ограждения, включение/выключение транспортёра стружки, шпинделя, головки, насоса охлаждения, привода задней бабки.
14. Управление шпинделем в ручном режиме.
15. Клавиатура управления перемещениями суппорта: +X; +Z; -X; -Z - направления -С; +С - направление углового смещения шпинделя;  - выход в референтную позицию;
- выход в референтную позицию;  - выключение/включение подачи.
- выключение/включение подачи.
16. Функциональные клавиши режимов отработки программы: RESET — сброс; SBL — покадровое выполнение программы; SKIP — пропуск кадра; OPT STOP — условный останов программы; DRY RUN — испытательный прогон программы;  - останов/пуск программы.
- останов/пуск программы.
17. Дисплейные клавиши.
Для повышения надежности работы стендов-тренажеров клавиши пультов-имитаторов задублированы с помощью клавиатуры персонального компьютера.








