 2018-03-09
2018-03-09 226
226Исходной заготовкой является квадрат 12×12 мм, сталь 12Х18Н10Т.
В соответствии с рис. 2.2, на котором представлена схема установки (моделирования) заготовки на фрезерном станке необходимо выполнить расчет всех необходимых геометрических размеров.
Размер D указывает на соотношение величины зажимных губок относительно размера заготовки. Для данной детали примем его равным нулю.
D=0.
Рисунок 2.2 – Схема выбора параметров заготовки
Размер F определяет размер заготовки вдоль оси Z. Если размер не указан, то для построения правильной трехмерной модели необходимо соблюдать условие F>2C для обеспечения жесткости обработки. Для рассматриваемой детали примем этот размер
F=2×6 = 12 мм.
Размеры XYZ – определяют положение системы координат заготовки в системе координат станка. В моделируемом станке ноль отсчета станка М расположен на левом переднем крае стола станка. Данная позиция неудобна в качестве точки отсчета для задания размеров, поэтому ее смещают путем задания в режиме OFFSET SETT величины смещения. Для корректной работы 3D модулятора эти же величины необходимо продублировать в параметрах заготовки размерами XYZ. В рассматриваемом примере:
X=200 мм;
Y=80 мм;
Z=100 мм.
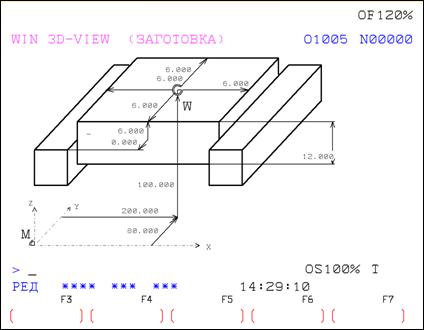
Рисунок 2.3 – Вид заготовки для рассматриваемого примера
Фрезерные станки позволяют на рабочий стол устанавливать несколько зажимных приспособлений и вести обработку одновременно нескольких деталей. В связи с этим в системе ЧПУ реализованы сразу несколько систем координат, которые имеют разные сдвиги относительно нуля отсчета станка. Для вызова данных систем координат используются следующие команды: G54 (стоит по умолчанию),G55,G56,G57,G58,G59.
При написании программы мы воспользуемся системой координат G54, следовательно коррекция сдвига должна выглядеть следующим образом:
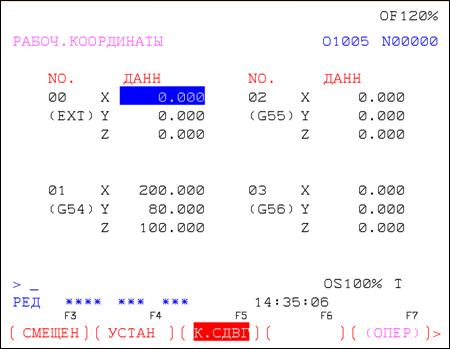
Рисунок 2.4 – Коррекция сдвига для рассматриваемого примера
Выбор инструмента
Для фрезеровки четырехгранника из библиотеки инструмента выбираем концевую фрезу диаметром 10 мм Endmill 10 mm.
Используя меню выбора инструмента (рис.1.3), выбираем концевую фрезу № 43 и ставим в инструментальный магазин под номером № 1.
Для современного инструмента выбор режимов обработки осуществляется по каталогам — справочникам фирм — производителей такого инструмента. Первоначально надо подобрать сам режущий инструмент исходя из геометрии получаемой детали, вида обрабатываемого материала, характера режима обработки других факторов. Для выбранного инструмента специфическими характеристиками являются: сплав, из которого она изготовлена, и геометрия режущей части.
Поэтому фирма — производитель инструмента для каждого инструмента в каталоге приводит рекомендуемые значения подачи, глубины и скорости резания для соответствующего обрабатываемого материала.








