2018-02-14
2018-02-14 1194
1194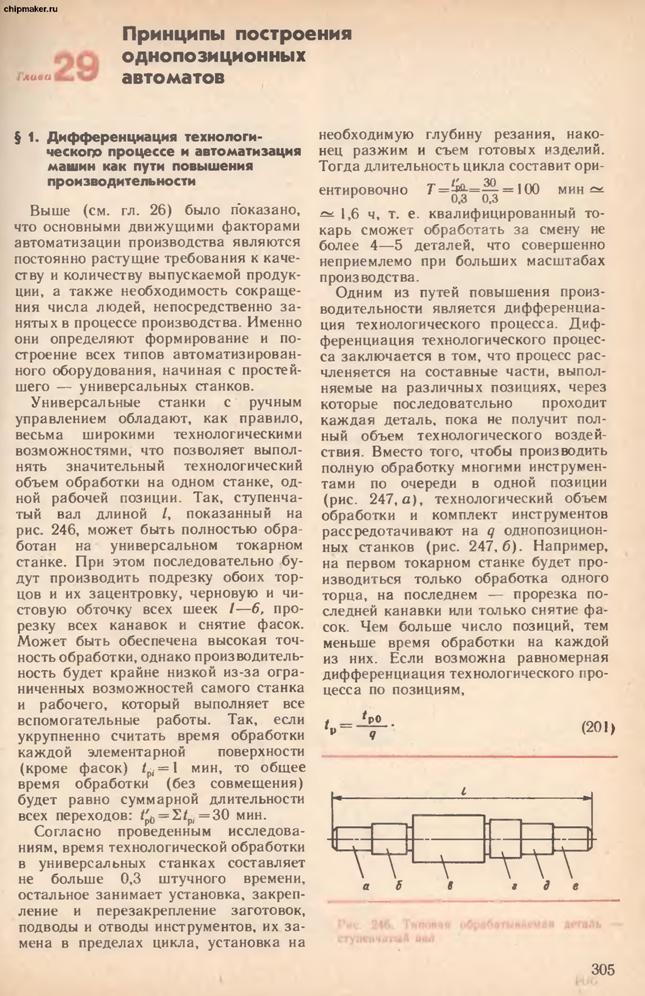
12. Принципы проектирования многопозиционных автоматов  (AЛ).
(AЛ). 
13. Несущая система станка. Типы базовых деталей, требования к ним. 
14. Процесс проектирования станка. Этапы проектрования.
15. Выбор технических характеристик станков
16. Конструирование шпиндельных узлов. Факторы определяющие их конструктивное оформление.

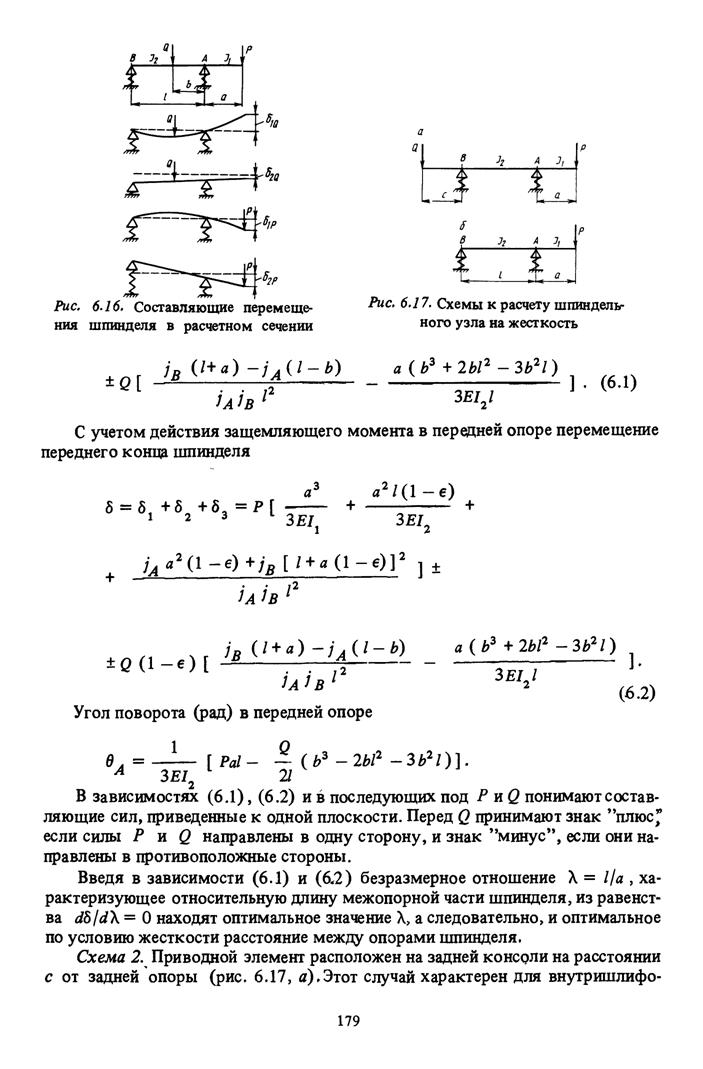
17 Расчет шпиндельных узлов на жесткость.
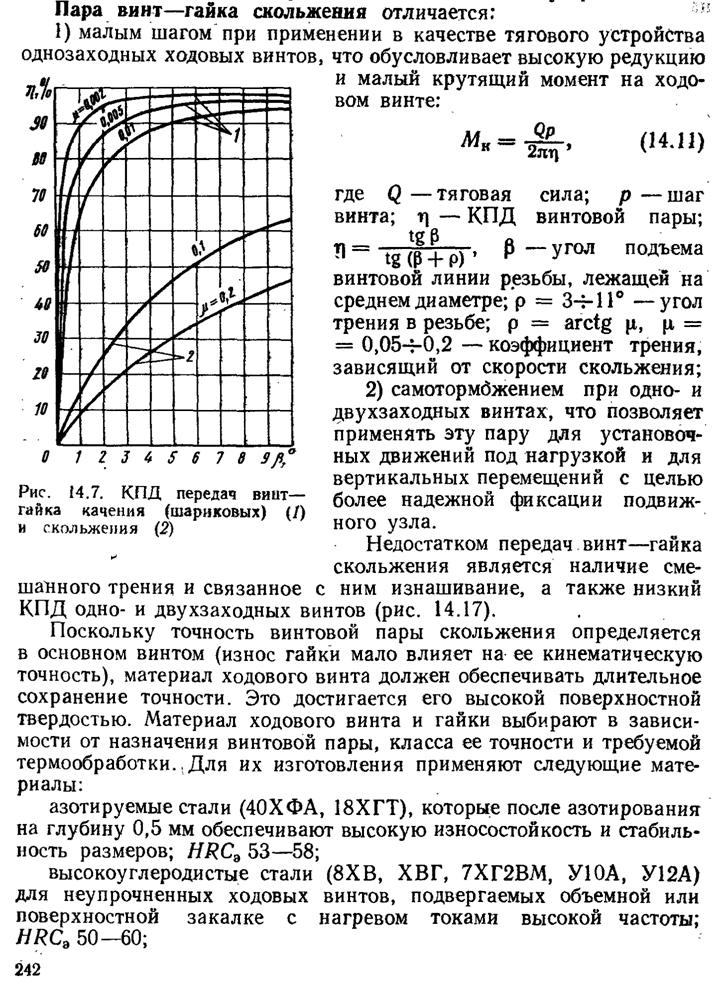
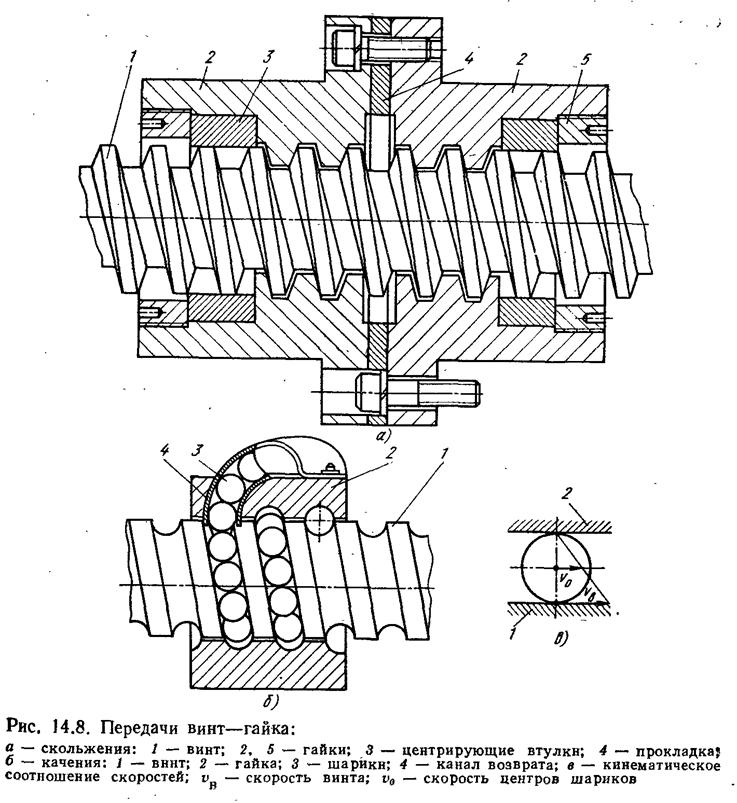
18 Тяговые механизмы привода подач. Передача винт-гайка скольжения
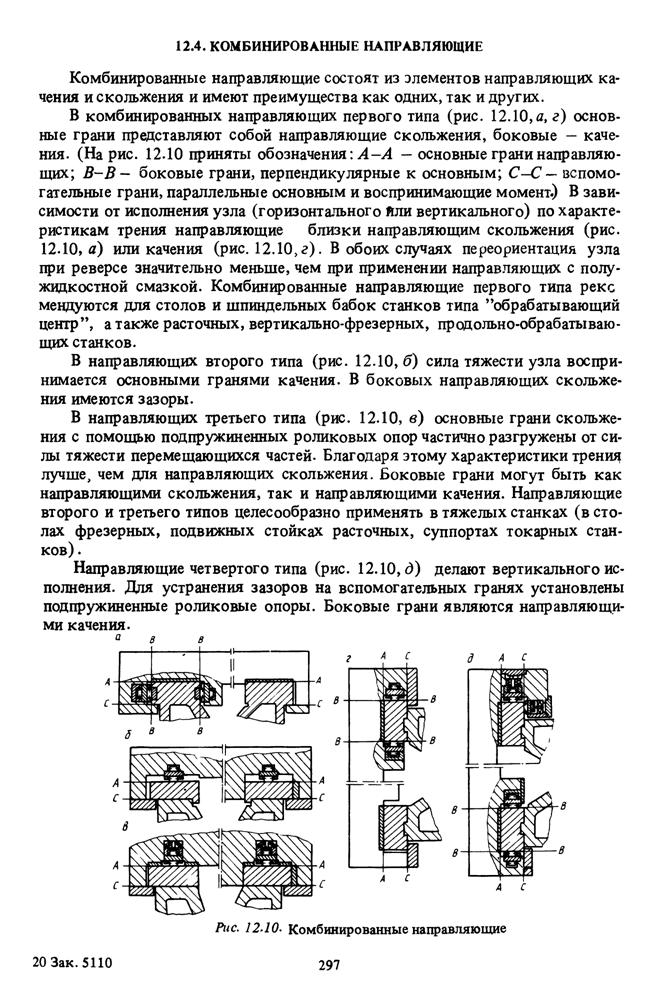
19 Комбинированные направляющие.
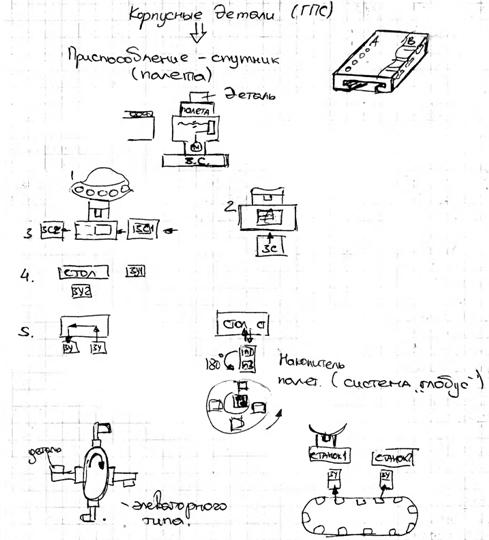
20. Конструктивные особенности многоцелевых станков с ЧПУ (устройства автоматической смены инструмента и заготовок, инструментальные магазины) на примере ИР320ПМФ4.Компоновки многоцелевых станков.
Многоцелевые станки предназначены для выполнения большого числа различных технологических операций без перестановки заготовки. Их оснащают инструментальным магазином, устройством автоматической смены заготовок, развитой системой ЧПУ, системами диагностирования и контроля обработанных деталей и инструментов. Выполняют как черновую, так и чистовую обработку. Для них характерна высокая жесткость, точность, производительность обработки.
Станки можно разделить на 2 группы: для обработки корпусных деталей и для обработки тел вращения.
Выполняют: сверление, зенкерование, развертывание, растачивание, нарезание резьбы, подрезку торцов, фрезерование плоскостей и контуров а также токарные работы; а при наличии высокоскоростного шпинделя – шлифование.
Станки вертикального типа предназначены для обработки плоских деталей с одной стороны: кондукторных плит, планок, крышек…
Горизонтального типа для обработки с нескольких сторон деталей, имеющих большое число гладких, ступенчатых и резьбовых отверстий, сложных контуров, плоских поверхностей.
Компоновки станков различаются размещением шпинделя в пространстве, взаимным расположением основных узлов, типом и размещением устройства для автоматической смены деталей, видом сопряжения основных узлов.
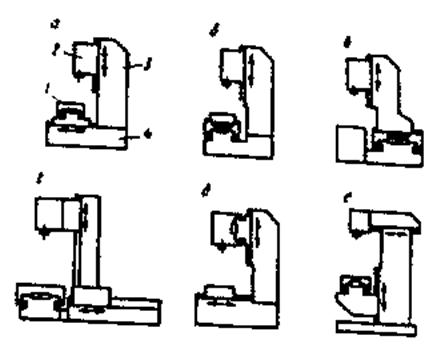
Компоновки вертикальных станков.
Неподвижным элементом компоновки является колонна.
1 - стол;
2 – шпиндельная бабка;
3 – колонна;
4 – плита (общее основание).
Компоновки горизонтальных станков более разнообразны. Широко распространены станки с крестовым столом, производящим позиционирование обрабатываемой детали, и шпиндельной бабкой, перемещаются в вертикальном направлении (рис. 2 а,б). Встречаются компоновки с однокоординатным и двухкоординатным перемещением колонны (рис. 2 в, г, д, е).Компоновки, в которых поперечное движение совершает ШБ (рис. 2 ж, з), относительно проста уборка стружки и защита направляющих. В станках со столом, рабочая поверхность которого расположена вертикально (рис. 2 к, л, м, н, о), обеспечен беспрепятственный отвод стружки и охлаждающей жидкости. В компоновке по рис.2, р предусмотрен поворотный стол, рабочая плоскость которого может занимать два горизонтальных и вертикальных положения, благодаря чему обеспечиваются удобство установки детали и возможность ее обработки с пяти сторон.
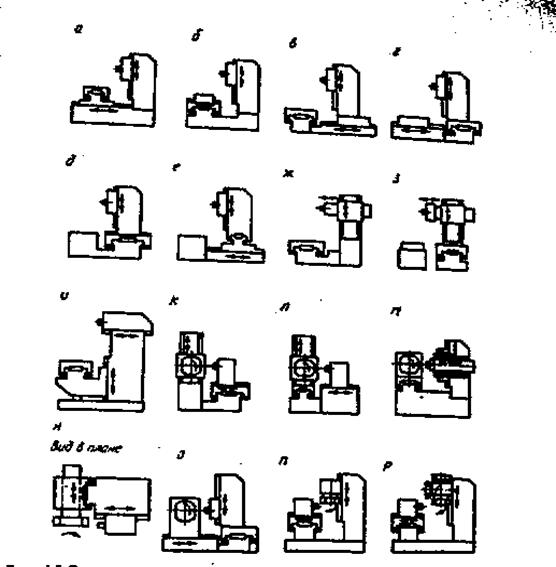
Рисунок 2. Компоновки горизонтальных станков.
В мелкосерийном пр-ве прим. станки для одноинструментальной обработки, в среднесерийном – станки со сменными многошпиндельными головками.
Предусмотрены 3 уровня точности многоцелевых станков: П (станки основного исполнения), А (прецизионные), С (особо точные).
Горизонтальные станки оснащают поворотным квадратным или прямоугольным столом с отношением длины к ширине, равным 1,25. На вертикальных станках устанавливают удлиненные прямоугольные столы с отношением длины к ширине, равным 2 (для незаменяемых столов) или не менее 1,6 (для столов спутников).
Приводы главного движения должны обеспечить высокопроизводительное выполнение различных операций при бесступенчатом изменении частоты вращения в широком диапазоне.
Автоматическая смена инструмента
Бывают:
1. Без автооператора
А) смена шпинделей
Б) смена инструмента
2. С автооператором
А) 1 автооператор
Б) 2 автооператора
3. Комбинированные
А) автооператор на каждый инструмент
Б) автооператор накопитель
Смена инструмента может происходить из:
- из револьверной головки
- из инструментального магазина
устройства автоматической смены инструмента:
 - однозахватные
- однозахватные
- двухзахватные
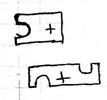
 Автооператор:
Автооператор:
- клещевой
- замковый
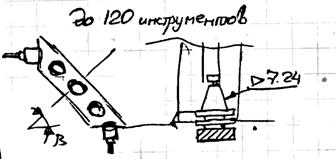
Инструментальные магазины:
- дисковые рис. 5
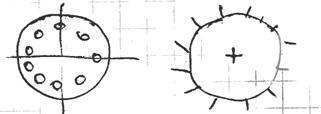 - барабанного типа рис. 6
- барабанного типа рис. 6
- цепные рис. 7
По отношению к оси шпинделя:
- параллельно
- перпендикулярно
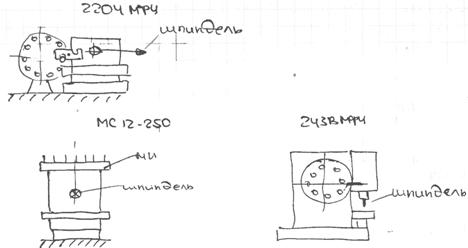
Рис. 5
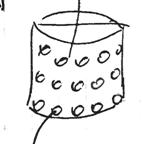
Рис. 6
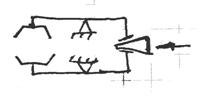
Автооператор – инструментальная револьверная головка
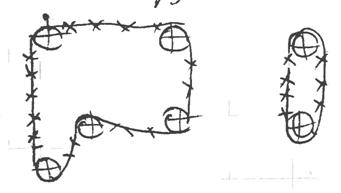
Рис. 7
Смена заготовок