 2020-01-14
2020-01-14 120
120
а) вид станка для заданной операции
Модель токарного станка выбираем в зависимости от габаритов заготовки по паспортным данным токарных станков. Мы выбираем токарно-винторезный станок 1К62.
Высота центров 200 мм. Расстояние между центрами до 1400 мм. Мощность двигателя NД = 10 кВт; КПД станка η = 0,75. Частота вращения шпинделя, об/мин: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000. Продольные подачи, мм/об: 0,070; 0,074; 0,084;0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43;; 0,47; 0,52; 0,57; 0,61; 0,70; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08; 2,28; 2,42; 2,8; 3,12; 3,48; 3,8; 4,16
Поперечные подачи, мм/об: 0,035; 0,037; 0,042; 0,048; 0,055; 0,06; 0,065; 0,07; 0,074; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,6; 0,7; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08
Максимальная осевая сила резания, допускаемая механизмом подачи, Рх = 360 кгс ≈ 3600 Н
Выбор режущего инструмента.
б) вид инструмента, обеспечивающего обработку заданной поверхности
в) вид режущего материала, обеспечивающего макс. производительность
г) оптимальные геометрические параметры режущего инструмента
д) стойкость инструмента, обеспечивающего макс. производительность
Марку твердого сплава для каждого перехода выбирают в зависимости от вида обрабатываемого материала и характера обработки по таблице 1.
Таблица 1
МАРКИ ТВЕРДЫХ СПЛАВОВ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ.
| Характер обработки | Углеродистые стали марок ст.20, ст.40,ст.45 и др | Легированные стали марок 40Х, 12ХН3А, ШХ15, 40Г, 35ХГСА и др. | Чугун серый | Чугун серый | |
| Чистовое точение | T30K4 | Т30К4 | ВК3 | ВК3 | |
| 0,63 < Rа 2,5 | Т15К6 | Т15К6 | |||
| Получистовое | T14K8 | Т15К6 | ВК6 | ВК6 | |
| точение | T15K6 | T14K8 | |||
| 20 < Rz 4 | |||||
| Черновое | T14K8 | T14К8 | ВК6 | ВК6 | |
| Точение | Т5К10 | Т5К10 | ВК8 | ВК8 | |
| 40 < Rz 8 | |||||
| Отрезка и | 15K10 | T5K10 | ВК6 | ВК6 | |
| подрезка канавки | Т14К8 |
Выбираем токарный расточной резец для обработки сквозных отверстий с материалом пластины из твердого сплава – Т15К6; материал державки – сталь 45; сечение державки 25Ч25 мм; длина резца – 20 мм.
Среднее значение стойкости Т при одноинструментной обработке – 30-60 мин, но мы возьмем Т = 30 мин, т.к. нужно повысить производительность машин за счет увеличения скорости резания.
Таблица 2
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ТОКАРНЫХ РЕЗЦОВ
| Элементы геометрии резцов | Наименование формы и эскиз | Область применения |
| 1. Форма передней поверхности | I. Плоская с фаской
| Резцы всех типов для обработки стали |
II. Радиусная с фаской
| Точение и растачивание стали. Радиусная лунка обеспечивает завивание стружки. | |
III. Плоская
| Резцы всех тиков для обработки чугуна и жаропрочных сталей и сплавов с подачами s £ 0,5 мм |
| Элементы геометрии резцов | Значения углов | Условия работы |
| 2. Главный угол в плане j | 10-30 | Точение с малыми глубинами резания в особо жестких условиях системы СПИД. |
| 45 | Точение в условиях жесткой системы СПИД. | |
| 60 | Точение, при недостаточно жесткой системе СПИД. Растачивание чугуна. | |
| 70-75 | Точение, при недостаточно жесткой системе СПИД. Растачивание чугуна. | |
| 90 | Подрезка, прорезка, отрезка, обтачивание, растачивание ступенчатых поверхностей в упор, Обработка в условиях нежесткой системы СПИД. | |
| 3. Вспомогательный угол в плане j1 | 1-3 | Прорезка пазов, отрезка. |
| 5-10 | Чистовая обработка. | |
| 10-15 | Черновое точение. | |
| I5-20 | Черновое растачивание. | |
| 30 | Обработка с подачей в обе стороны без переустановки резцов с радиальным врезанием. |
Продолжение таблицы 2
| Элементы геометрии резцов | Обрабатываемый материал | Точение и растачивание | |||
| Червовое | Чистовое | Передний угол g о | |||
| Задний угол aо | |||||
| 4. Задние и передние углы | Сталь, стальное литье | sв £ 800 МПа | 8 | 12 | 12-15 |
| sв > 800 МПа | 8 | 12 | 10 | ||
| sв > 1000МПа по загрязненной литейной корке | 8 | 12 | - 10 | ||
| Чугун серый | НВ £ 220 | 6 | 10 | 12 | |
| НВ > 220 | 6 | 10 | 8 | ||
| Чугун ковкий | 8 | 10 | 8 | ||
| 5. Угол наклона главной режущей кромки | Угол l° | Условия работы | |||
| (-2) ¸ (-4) | Чистовое точение, растачивание | ||||
| 0 | Точение и растачивание резцами с j = 90° | ||||
| 0 - 5 | Черновое точение и растачивание резцами с j = 90° | ||||
| 12 - 15 | Точение прерывистых поверхностей (с ударами) | ||||
Продолжение таблицы 2
| 6. Радиус при вершине r, мм | Наименование резцов | Характер обработки | Сечение резца в мм | |||
| 16 х 25 20 х 20 | 20 х 30 25 х 25 | 25 х 40 30 х 30 | 30 х 45 40 х 40 | |||
| Радиус при вершине r, мм | ||||||
| Проходные Подрезные | черновая и чистовая | 1,0 | 1,0 | 1,5 | 1,5 | |
| Расточные | черновая | 1,0 – 1,5 | 1,0 - 1,5 | 1,0 – 1.5 | - | |
| чистовая | 0,5 - 1,0 | |||||
| Отрезные и прорезные | - | 0,2 - 0,5 | ||||
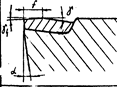
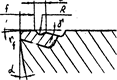
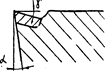
Таким образом, выбираем геометрические параметры резца:
§ Форма передней поверхности – радиусная с фаской;
§ Размер радиусной (стружкоотводящей) лунки В = 2 ч 2,5 мм; глубина лунки h = 0,1 ч 0,15 мм; радиус лунки R = 4 ч 6 мм. Так как при получистовой обработке снимается стружка меньшего сечения, чем при черновой, принимаем наименьшие значения размеров лунки: В = 2 мм; h = 0,1 мм; R = 4 мм
§ Радиус при вершине резца r = 1 мм
§ Передний угол γ = 150
§ Передний угол на упрочняющей фаске γф = - 3 ч - 5; принимаем γф = - 50
§ Главный задний угол на пластине из твердого сплава α = 120; на державке α + 30 = 150
§ Угол наклона главной режущей кромки λ = 00
§ Главный угол в плане φ = 30 ч 60; принимаем φ = 600
§ Вспомогательный угол в плане φ1 = 200, так как обработка осуществляется расточным резцом с пластиной из твердого сплава.








